
Fabrication de cannes en bambou refendu

Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 0:45
Choisir son Bambou
Les riz de bambou sont toujours des "Plants du Tonkin"; nous avons seulement à vérifier si, malgré le soin apporté lors de leur sélection par les expéditeurs, les troncs ne présentent pas quelques défauts cachés.
D’un bout à l’autre le tronc de bambou est fait, pour l’essentiel, de longues fibres de cellulose, emplies de lignine et qui forment de véritables tubes dans lesquels l’eau nécessaire à la croissance de la plante peut circuler.
C’est sur la périphérie du tronc que les fibres sont les plus fines et les plus concentrées, ce qui est capital pour le constructeur de cannes, chez qui le critère de choix sera d’avoir une section présentant le maximum de concentration de fibres primaires, et cela sur la plus grande épaisseur possible.

Un bambou de bonne qualité a entre 4 et 6 centimètres de diamètre, pour une épaisseur de fibres primaires sombres comprise entre 3 et 6 millimètres. Il faudra inspecter le voisinage des noeuds, afin d’y déceler d’éventuelles fissures dues au redressement à chaud effectué par le stockeur.
Nous pensons quant à nous que la rectitude du riz est un critère moins important que sa densité en fibres primaires. Les meilleurs bambous sont de couleur paille tirant parfois sur l’orange. Ils rendent un son clair et métallique après étuvage. En inspectant l’écorce, on pourra parfois remarquer près des noeuds des marques plus petites laissées par la pousse d’une feuille.
Ces parties sont à rejeter. De même si vous constatez des trous ou des canaux laissés par des moisissures, lichens ou mousses ayant attaqué le tronc.
Les taches, si elles n’affectent pas la qualité de surface de l’écorce, ne doivent pas être considérées comme des défauts autres que visuels.
(Voir dans la banque de données du CFR club.fr.refendu.free.fr site de Georges Bourrat.) Circulaire C 36 et / ou ADDITIF
Flammage du tronc : (Voir dans la banque de données du CFR club.fr.refendu.free.fr site de Georges Bourrat.) Banqdo 73 (C 38)
La préparation du tronc

Avant de se livrer à la première découpe, il convient d’abattre à la lime ou contre un support abrasif tournant les surépaisseurs que forment les noeuds par rapport au reste du tronc.
Cette opération doit être faite très soigneusement, car la partie externe du bambou ne sera plus touchée avant le grattage de la cuticule amorphe qui recouvre l’écorce. Et ce grattage ne se fait qu’après le collage des brins.
On imagine sans peine les problèmes de profil que poseraient des surépaisseurs à l’endroit des noeuds.
A noter que Garrison pratique cet abattage après obtention des premières baguettes. J’utilise l’un et l’autre procédés.
Pour la découpe des six premières baguettes, on commence par mesurer avec un mètre ruban la circonférence du tronc; cette circonférence est divisée par deux et des marques sont faites sur la section du tronc, qui va donc d’abord être divisé en deux parties, les plus égales possible.
Cette taille se fait avec un couteau à large lame enfoncée à coups de maillet d’un bout à l’autre du tronc, en partant de la plus grande section.


On obtient deux demi-troncs d’importance à peu près égale. Avant de continuer, il convient à l’aide d’une gouge de faire sauter les cloisons de bambou tendre qui ferment les alvéoles du tronc à l’endroit des noeuds.
Cela une fois fait, on reprend le mètre ruban, et chaque demi-tronc est marqué de manière à être divisé en trois. Pour le marquage on commence bien sûr par la section de bout de tronc, puis on prend l’écartement à l’aide d’un compas à pointes sèches et on le reporte en faisant une marque tout le long de l’extérieur du demi-tronc, à intervalles d’environ 10 centimètres. Il peut arriver que la demi-section ne soit pas la même à chacun des bouts; dans ce cas, on rattrape un peu les marques.
La refente des baguettes


A l’aide de vieux tournevis ou de vieux ciseaux minces et étroits qu’on aura affûtés pour en faire des ‘’coins-ciseaux’’, on pratique des incisions en les enfonçant dans le bambou, d’abord à l’endroit des noeuds, puis entre les noeuds.
Il s’agit ensuite de se servir de l’outil comme d’un levier pour provoquer une fente jusqu’à l’incision suivante.
De chaque demi-tronc on obtient alors trois baguettes, qui vont être à nouveau divisées. Les six baguettes les plus larges peuvent, si le tronc était assez gros, être à nouveau divisées.
D’un tronc on aura obtenu dans ce cas dix-huit baguettes: un talon et deux scions.
Si leur longueur est nettement plus élevée que l’élément final souhaité, on peut pratiquer un tierçage par décalage.
Sinon il faudra les apparier avec des éléments provenant d’un autre tronc
Le dressage
Le résultat donne des baguettes qui ne sont pas droites, mais dans lesquelles le fil du bois est respecté. Il suffit de les dresser selon le même procédé que pour les éléments collés (chapitre VII) afin d’avoir, prêtes à être rabotées, des baguettes droites de fil.
Le fait de respecter le fil du bois a une importance certaine sur la qualité de la canne ainsi que sur sa longévité.
Si l’on souhaite obtenir des baguettes très fines, en particulier à partir de baguettes qu’on trouve un peu trop larges, soit parce qu’on désire en avoir en surnombre, soit pour toute autre raison, il est possible de les scier avec une petite scie à ruban. C’est assez long et difficile, et il convient de prendre certaines précautions. La première et la plus importante est de dresser la baguette à la chaleur afin que le sciage respecte le fil du bois. Il va de soi que, plus la baguette est large, plus le dressage va être difficile. La seconde précaution est de faire des repères sur la baguette, afin de guider le sciage.
Le tierçage des baguettes
Le bambou n’ayant pas la même résistance, ni la même réponse aux impulsions au niveau des noeuds qu’entre ceux-ci on a imaginé de décaler les noeuds les uns par rapport aux autres afin qu’ils ne se trouvent pas aux mêmes niveaux une fois l’élément collé, et soient régulièrement répartis: c’est le tierçage. ...
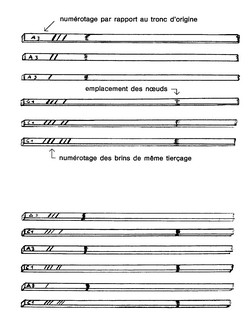
Il va de soi que sur l’élément collé, les baguettes ayant des noeuds à la même hauteur ne sont pas côte à côte, mais alternées.
Le tierçage se pratique par 1, 2 ou 3 baguettes à la fois.
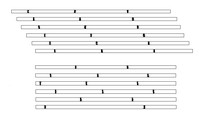
Garrison tirait ses six baguettes côte à côte d’un même tronc et obtenait son tierçage par décalage successif de chaque baguette. Sur la canne assemblée, les noeuds se retrouvaient « en spirale » ».
Ce procédé permet un tierçage dans lequel les noeuds sont également répartis tout au long de l’élément. Mais ce procédé de décalage rend inutilisable, pour l’ensemble des baguettes, une certaine longueur qui devra être coupée. De ce fait, les baguettes doivent être beaucoup plus longues que l’élément futur.
Garrison rallongeait quatre des six éléments par collage après taille en biseau des éléments à assembler. Je ne suis pas certain que l’intérêt du système de tierçage compense les défauts inhérents à son rattrapage de longueur, et au délicat travail qu’il demande.
Le tierçage par appairage de troncs
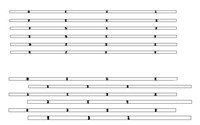
L’autre technique de décalage des noeuds, la plus utilisée et qui a depuis longtemps fait ses preuves, est de grouper les noeuds par trois en ne décalant qu’une baguette sur deux: c’est le tierçage proprement dit. Trois baguettes auront des noeuds à la même hauteur, puis les trois autres, etc.
Un bon tierçage est obtenu lorsque les alternances de noeuds se trouvent à peu près à égales distances les unes des autres.
On peut procéder de plusieurs façons, soit par retournement des baguettes, soit par appairage avec un autre tronc.
Le tierçage par retournement ne pose pas de problème quand il s’agit d’un futur scion, mais pour de futurs talons il arrive que la densité de fibres primaires, dont nous avons déjà parlé, ne soit plus assez importante pour servir là où l’épaisseur du futur élément sera la plus grande.
Toujours dans le cas du retournement, mais aussi lorsqu’on appaire avec un autre tronc, il est fréquent qu’il faille décaler trois des six éléments afin de mieux répartir les alternances de noeuds. Il faudra dans ce cas couper ce qui dépasse.
Il m’est arrivé de « tiercer »... deux par deux! Les baguettes provenaient de trois troncs différents; je ne vois pas pourquoi on ne prendrait pas les baguettes sur six troncs. En effet l’axiome selon lequel les six brins formant un élément, ou les douze une canne complète, doivent provenir d’un seul et même tronc (c’est pourtant ainsi que Garrison procédait) me paraît être purement dogmatique, même s’il a un petit côté "magique".
On a imaginé encore plus fort, c’est la suppression des noeuds, qui élimine le tierçage. Chaque baguette est taillée en biseau avant et après le noeud, puis réassemblée par collage. Travail énorme dont l’intérêt ne m’apparaît pas évident au-delà de la finesse du procédé.
Le numérotage des baguettes de bambou
Lorsque le tierçage est achevé, il est utile de numéroter les baguettes de telle façon qu’il n’y ait plus de risque de confusion avec d’autres. J’ai déjà dit qu’il n’était pas indispensable (ni utile?) que les six baguettes proviennent du même tronc, mais il est utile d’en avoir de trop, au cas où une baguette serait abîmée au cours de la taille.
Dans le même ordre d’idées, qu’on n’oublie pas qu’il faut les garder les plus longues possibles, car si un brin a un " éclat", même minuscule, lors de la taille définitive, en général une minuscule esquille fine comme un cheveu mais qui serait visible sous forme d’un trait sombre après collage, on rattrapera en décalant tous les six brins vers le haut dans le gabarit de finition, sacrifiant quelques centimètres (en général une dizaine) qu’on sera bien content d’avoir eu en trop sur les baguettes.
Avant de passer au premier dégrossissage, qui est la mise au triangle des baguettes, il est toujours utile qu’une face au moins (hors l’écorce et le côté opposé) soit bien perpendiculaire par rapport aux autres, formant une section bien rectangulaire. Cela peut facilement se faire à la lime ou mieux, à la râpe fine ; j’utilise pour cela une râpe de luthier, "piquée main", car son efficacité, sa finesse de grain, sont redoutables.
Note 2006 : le rabot rend les mêmes services, et plus facilement.
Les riz de bambou sont toujours des "Plants du Tonkin"; nous avons seulement à vérifier si, malgré le soin apporté lors de leur sélection par les expéditeurs, les troncs ne présentent pas quelques défauts cachés.
D’un bout à l’autre le tronc de bambou est fait, pour l’essentiel, de longues fibres de cellulose, emplies de lignine et qui forment de véritables tubes dans lesquels l’eau nécessaire à la croissance de la plante peut circuler.
C’est sur la périphérie du tronc que les fibres sont les plus fines et les plus concentrées, ce qui est capital pour le constructeur de cannes, chez qui le critère de choix sera d’avoir une section présentant le maximum de concentration de fibres primaires, et cela sur la plus grande épaisseur possible.
Un bambou de bonne qualité a entre 4 et 6 centimètres de diamètre, pour une épaisseur de fibres primaires sombres comprise entre 3 et 6 millimètres. Il faudra inspecter le voisinage des noeuds, afin d’y déceler d’éventuelles fissures dues au redressement à chaud effectué par le stockeur.
Nous pensons quant à nous que la rectitude du riz est un critère moins important que sa densité en fibres primaires. Les meilleurs bambous sont de couleur paille tirant parfois sur l’orange. Ils rendent un son clair et métallique après étuvage. En inspectant l’écorce, on pourra parfois remarquer près des noeuds des marques plus petites laissées par la pousse d’une feuille.
Ces parties sont à rejeter. De même si vous constatez des trous ou des canaux laissés par des moisissures, lichens ou mousses ayant attaqué le tronc.
Les taches, si elles n’affectent pas la qualité de surface de l’écorce, ne doivent pas être considérées comme des défauts autres que visuels.
(Voir dans la banque de données du CFR club.fr.refendu.free.fr site de Georges Bourrat.) Circulaire C 36 et / ou ADDITIF
Flammage du tronc : (Voir dans la banque de données du CFR club.fr.refendu.free.fr site de Georges Bourrat.) Banqdo 73 (C 38)
La préparation du tronc
Avant de se livrer à la première découpe, il convient d’abattre à la lime ou contre un support abrasif tournant les surépaisseurs que forment les noeuds par rapport au reste du tronc.
Cette opération doit être faite très soigneusement, car la partie externe du bambou ne sera plus touchée avant le grattage de la cuticule amorphe qui recouvre l’écorce. Et ce grattage ne se fait qu’après le collage des brins.
On imagine sans peine les problèmes de profil que poseraient des surépaisseurs à l’endroit des noeuds.
A noter que Garrison pratique cet abattage après obtention des premières baguettes. J’utilise l’un et l’autre procédés.
Pour la découpe des six premières baguettes, on commence par mesurer avec un mètre ruban la circonférence du tronc; cette circonférence est divisée par deux et des marques sont faites sur la section du tronc, qui va donc d’abord être divisé en deux parties, les plus égales possible.
Cette taille se fait avec un couteau à large lame enfoncée à coups de maillet d’un bout à l’autre du tronc, en partant de la plus grande section.
On obtient deux demi-troncs d’importance à peu près égale. Avant de continuer, il convient à l’aide d’une gouge de faire sauter les cloisons de bambou tendre qui ferment les alvéoles du tronc à l’endroit des noeuds.
Cela une fois fait, on reprend le mètre ruban, et chaque demi-tronc est marqué de manière à être divisé en trois. Pour le marquage on commence bien sûr par la section de bout de tronc, puis on prend l’écartement à l’aide d’un compas à pointes sèches et on le reporte en faisant une marque tout le long de l’extérieur du demi-tronc, à intervalles d’environ 10 centimètres. Il peut arriver que la demi-section ne soit pas la même à chacun des bouts; dans ce cas, on rattrape un peu les marques.
La refente des baguettes
A l’aide de vieux tournevis ou de vieux ciseaux minces et étroits qu’on aura affûtés pour en faire des ‘’coins-ciseaux’’, on pratique des incisions en les enfonçant dans le bambou, d’abord à l’endroit des noeuds, puis entre les noeuds.
Il s’agit ensuite de se servir de l’outil comme d’un levier pour provoquer une fente jusqu’à l’incision suivante.
De chaque demi-tronc on obtient alors trois baguettes, qui vont être à nouveau divisées. Les six baguettes les plus larges peuvent, si le tronc était assez gros, être à nouveau divisées.
D’un tronc on aura obtenu dans ce cas dix-huit baguettes: un talon et deux scions.
Si leur longueur est nettement plus élevée que l’élément final souhaité, on peut pratiquer un tierçage par décalage.
Sinon il faudra les apparier avec des éléments provenant d’un autre tronc
Le dressage
Le résultat donne des baguettes qui ne sont pas droites, mais dans lesquelles le fil du bois est respecté. Il suffit de les dresser selon le même procédé que pour les éléments collés (chapitre VII) afin d’avoir, prêtes à être rabotées, des baguettes droites de fil.
Le fait de respecter le fil du bois a une importance certaine sur la qualité de la canne ainsi que sur sa longévité.
Si l’on souhaite obtenir des baguettes très fines, en particulier à partir de baguettes qu’on trouve un peu trop larges, soit parce qu’on désire en avoir en surnombre, soit pour toute autre raison, il est possible de les scier avec une petite scie à ruban. C’est assez long et difficile, et il convient de prendre certaines précautions. La première et la plus importante est de dresser la baguette à la chaleur afin que le sciage respecte le fil du bois. Il va de soi que, plus la baguette est large, plus le dressage va être difficile. La seconde précaution est de faire des repères sur la baguette, afin de guider le sciage.
Le tierçage des baguettes
Le bambou n’ayant pas la même résistance, ni la même réponse aux impulsions au niveau des noeuds qu’entre ceux-ci on a imaginé de décaler les noeuds les uns par rapport aux autres afin qu’ils ne se trouvent pas aux mêmes niveaux une fois l’élément collé, et soient régulièrement répartis: c’est le tierçage. ...
Il va de soi que sur l’élément collé, les baguettes ayant des noeuds à la même hauteur ne sont pas côte à côte, mais alternées.
Le tierçage se pratique par 1, 2 ou 3 baguettes à la fois.
Garrison tirait ses six baguettes côte à côte d’un même tronc et obtenait son tierçage par décalage successif de chaque baguette. Sur la canne assemblée, les noeuds se retrouvaient « en spirale » ».
Ce procédé permet un tierçage dans lequel les noeuds sont également répartis tout au long de l’élément. Mais ce procédé de décalage rend inutilisable, pour l’ensemble des baguettes, une certaine longueur qui devra être coupée. De ce fait, les baguettes doivent être beaucoup plus longues que l’élément futur.
Garrison rallongeait quatre des six éléments par collage après taille en biseau des éléments à assembler. Je ne suis pas certain que l’intérêt du système de tierçage compense les défauts inhérents à son rattrapage de longueur, et au délicat travail qu’il demande.
Le tierçage par appairage de troncs
L’autre technique de décalage des noeuds, la plus utilisée et qui a depuis longtemps fait ses preuves, est de grouper les noeuds par trois en ne décalant qu’une baguette sur deux: c’est le tierçage proprement dit. Trois baguettes auront des noeuds à la même hauteur, puis les trois autres, etc.
Un bon tierçage est obtenu lorsque les alternances de noeuds se trouvent à peu près à égales distances les unes des autres.
On peut procéder de plusieurs façons, soit par retournement des baguettes, soit par appairage avec un autre tronc.
Le tierçage par retournement ne pose pas de problème quand il s’agit d’un futur scion, mais pour de futurs talons il arrive que la densité de fibres primaires, dont nous avons déjà parlé, ne soit plus assez importante pour servir là où l’épaisseur du futur élément sera la plus grande.
Toujours dans le cas du retournement, mais aussi lorsqu’on appaire avec un autre tronc, il est fréquent qu’il faille décaler trois des six éléments afin de mieux répartir les alternances de noeuds. Il faudra dans ce cas couper ce qui dépasse.
Il m’est arrivé de « tiercer »... deux par deux! Les baguettes provenaient de trois troncs différents; je ne vois pas pourquoi on ne prendrait pas les baguettes sur six troncs. En effet l’axiome selon lequel les six brins formant un élément, ou les douze une canne complète, doivent provenir d’un seul et même tronc (c’est pourtant ainsi que Garrison procédait) me paraît être purement dogmatique, même s’il a un petit côté "magique".
On a imaginé encore plus fort, c’est la suppression des noeuds, qui élimine le tierçage. Chaque baguette est taillée en biseau avant et après le noeud, puis réassemblée par collage. Travail énorme dont l’intérêt ne m’apparaît pas évident au-delà de la finesse du procédé.
Le numérotage des baguettes de bambou
Lorsque le tierçage est achevé, il est utile de numéroter les baguettes de telle façon qu’il n’y ait plus de risque de confusion avec d’autres. J’ai déjà dit qu’il n’était pas indispensable (ni utile?) que les six baguettes proviennent du même tronc, mais il est utile d’en avoir de trop, au cas où une baguette serait abîmée au cours de la taille.
Dans le même ordre d’idées, qu’on n’oublie pas qu’il faut les garder les plus longues possibles, car si un brin a un " éclat", même minuscule, lors de la taille définitive, en général une minuscule esquille fine comme un cheveu mais qui serait visible sous forme d’un trait sombre après collage, on rattrapera en décalant tous les six brins vers le haut dans le gabarit de finition, sacrifiant quelques centimètres (en général une dizaine) qu’on sera bien content d’avoir eu en trop sur les baguettes.
Avant de passer au premier dégrossissage, qui est la mise au triangle des baguettes, il est toujours utile qu’une face au moins (hors l’écorce et le côté opposé) soit bien perpendiculaire par rapport aux autres, formant une section bien rectangulaire. Cela peut facilement se faire à la lime ou mieux, à la râpe fine ; j’utilise pour cela une râpe de luthier, "piquée main", car son efficacité, sa finesse de grain, sont redoutables.
Note 2006 : le rabot rend les mêmes services, et plus facilement.
ASheS- Pilier

- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:03
Le dégrossissage
Les baguettes étant dressées, et donc droites de fil, on va les amener par opérations successives de la section rectangulaire à celle d’un triangle équilatéral. Bien entendu le côté de l’écorce, qui possède les fibres les plus denses et les plus dures, doit rester en dehors de toute atteinte.
Le gabarit peut être en bois ou en métal, et il n’est pas nécessaire qu’il mesure plus de 70 centimètres à 1 mètre de long. Il en existe de plusieurs types.
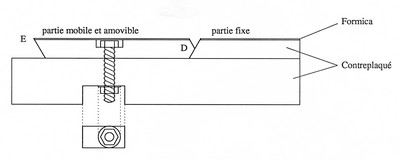
Gabarit et machine à dégrossir
Le gabarit de Garrison
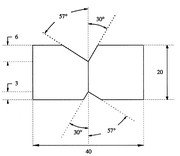
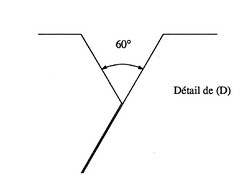
Le croquis le montre en coupe.
On notera l’angle de 57° et non de 60°. C’est le côté de l’écorce qui sera appuyé sur la face inclinée à 30°.
L’avantage de ce gabarit est d’être simple, et rien n’empêche de le rendre réglable par des vis écartant ou rapprochant les deux réglettes.

Après en avoir utilisé beaucoup, c’est celui qui me paraît le plus pratique, pour peu qu’on sache bien maintenir la baguette correctement appuyée au fond de la gorge.
Il est toutefois important que la face appliquée soit bien plane.
Il n’est pas facile pour un amateur de le fabriquer.
J’y suis parvenu après des essais nombreux, en utilisant une scie inclinable.
En simple bois blanc, ce gabarit a été plaqué avec du formica afin que le rabot glisse facilement.
Note 2006: J’en ai désormais un en métal, le précédent est entre les mains d’un autre constructeur.
Pour son utilisation : (Voir dans la banque de données du CFR Club.fr.refendu.free.fr site de Georges Bourrat.)

Ce gabarit ne permet d’obtenir que le premier angle du triangle équilatéral. C’est sans importance, l’autre angle pouvait être obtenu dans le gabarit de finition " talon".
Le gabarit de Jorgensen
Il a pour avantage d’être réglable en largeur, mais non en profondeur. Un amateur éclairé peut le réaliser plus facilement que celui de Garrison, car la valeur d’angle est toujours la même.
Mais il présuppose que les baguettes aient toujours la même largeur, puisque la profondeur du gabarit n’est pas réglable.
C’est l’unique reproche que je lui ferai, car pour le reste il est assez pratique, même si je préfère celui de Garrison
Voir dans la banque de données du CFR Club.fr.refendu.free.fr site de Georges Bourrat
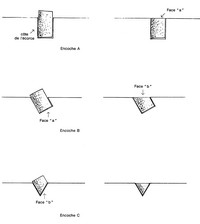
Le gabarit à encoches
Présenté dans le livre de J.-P. Péquegnot "L’art de La pêche à la mouche sèche".
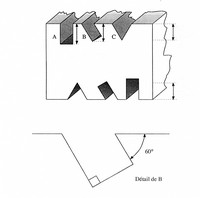
Ce gabarit a pour lui sa simplicité et sa fiabilité, il ne permet toutefois d’accueillir qu’une seule taille de baguette, sauf si on répète les encoches sur deux ou quatre faces d’un bloc de bois ou de métal de section carrée, encoches qui seront faites de largeurs et de profondeurs différentes
Lorsque j’ai beaucoup de bois à enlever, je n’hésite pas à me servir d’un rabot électrique pour la première opération (encoche A); cela permet de gagner du temps.
On en gagnerait encore plus en imaginant un système adaptable à une toupie, avec des fers à 60° et un système de guidage de la baguette


La "troisième face"
Il ne s’agit pas d’une face cachée de la lune, mais simplement de la troisième face du triangle équilatéral, celle à laquelle on ne doit pas toucher: la face de l’écorce.
Elle doit a priori rester intacte, mais pose un problème: elle n’est pas plane.
On ne doit pas oublier qu’elle provient d’un tronc circulaire, et donc présente par rapport à la section triangulaire un « bombement ».
Doit-on le supprimer, au risque d’attaquer la meilleure partie de l’émail?
A mon point de vue, oui, car les avantages sont évidents. Ne pas le faire, c’est ne pas avoir une face d’appui stable dans la gorge du gabarit de finition, ou simplement dans les encoches de dégrossissage.
C’est, d’autre part, tricher avec le profil réel. Il me paraît donc utile de «gratter » la face de l’écorce, sinon en totalité, du moins suffisamment pour rattraper une partie du bombement et avoir une bonne base d’appui.
Il n’est pas nécessaire que cette opération intervienne avant le dégrossissage, ni qu’elle soit complète: dès lors qu’une bonne face d’appui est obtenue, on ne doit pas oublier que la taille définitive se fait sur les angles qui délimitent cette face de l’écorce.
Il n’est donc utile d’aplatir ce bombement que sur ce qui correspond à la largeur de la face une fois le brin taillé.
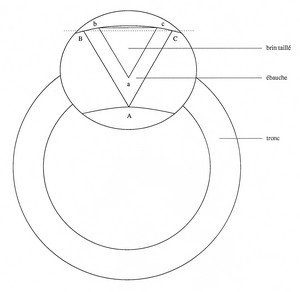
Le croquis montre, pris dans le tronc, le premier triangle obtenu après dégrossissage tel qu’il s’intègre au tronc de bambou. A l’intérieur de ce triangle ABC on voit un exemple du triangle final a b c, qui montre qu’après obtention des ébauches triangulaires, il n’est pas indispensable d’abattre d’aplanir en totalité le bombement qui apparaît entre B et C.
D’autre part, ce grattage s’attaque d’abord à la cuticule amorphe qui recouvre l’émail dur du bambou, et cet émail n’est que très peu attaqué. Je pratique ce grattage à l’aide de la lame plate, réalisée à partir d’un outil à tronçonner pour tour à métaux, dont il est question plus loin.
Les ébauches triangulaires
Après le dégrossissage, les baguettes sont devenues des ébauches triangulaires qui vont passer au four à tremper.
De l'utilité de la trempe
Le principe en est simple: les ébauches triangulaires sont amenées à une température telle que ce qu’elles pouvaient encore contenir comme sève ou comme humidité est expulsé. Il se produit une très faible réduction de volume et de poids, avec un accroissement de la dureté et un changement de couleur: la bambou devient plus sombre, tirant vers la couleur « pain brûlé ». Toutefois il ne faut pas exagérer la durée de la trempe en vue d’obtenir une plus belle couleur: il y a une température à atteindre.., et à ne pas dépasser. Une trempe trop forte, et votre élément sera "cuit" le bambou n’aura plus d’élasticité et sera très cassant. Une bonne trempe s’effectue entre 180 et 210°.

La trempe du bambou requiert de la part de l’amateur un matériel qu’il devra construire, avec beaucoup de soin quant à l’isolation thermique. Je ne décris ici que quatre modèles de four, mais je pense que beaucoup d’améliorations restent encore à faire dans ce domaine précis.
Il ne me semble pas que l’exercice qui consiste en un flammage du tronc, et qui lui donne un très bel aspect « pain brûlé », doive être considéré autrement que comme une carbonisation superficielle, de répartition fort inégale. Le problème de la répartition de la chaleur est d’ailleurs la pierre d’achoppement de presque tous les systèmes; nous aurons l’occasion d’y revenir.
Si l’on excepte les professionnels qui disposent d’étuves capables d’accueillir plusieurs dizaines d’ébauches à l’intérieur d’un four construit en briques réfractaires, l’amateur a trois modèles possibles : le tube, le four fixe et le four à mandrin rotatif.
Note 2006: : je n’utilise plus le four à mandrin rotatif.
Le "tube" de Serge Bodeau
Monsieur Bodeau, de Bordeaux, membre du Club Français du Refendu, a résolu d’une manière très simple mais sûre les problèmes de répartition de la chaleur et de stabilité de température.
Description et principe
Une résistance rubanée est enroulée autour d’un tube de cuivre. Deux rupteurs thermiques assurent la stabilité de température à l’intérieur du tube.
Les ébauches triangulaires assemblées et ligaturées vont être introduites, 10 centimètres par 10 centimètres toutes les deux minutes, dans le tube où elles reposent sur un berceau en grillage, ou un demi-tube de cuivre
Illustration: Le four de Serge Bodeau. De gauche à droite : les thermocouples, le tube, le système de régulation
L’avantage de ce système est que, quelle que soit la répartition de température à l’intérieur du tube, le bambou passera par tous ses points, et sera trempé également partout.
L’amélioration possible serait de pouvoir faire tourner les ébauches triangulaires à l’intérieur du tube; il est assez simple de leur faire effectuer une rotation d’un sixième de tour à chaque avancée de 10 cm.

Illustration: Le four prêt à fonctionner
Le four de Garrison
La température de trempe se situe pour Garrison autour de 176,60 (350°Fahrenheit), mais les ébauches triangulaires assemblées sont introduites dans le four lorsque la température de celui-ci est stabilisée à 190° car l’ouverture fait descendre cette température au voisinage de celle souhaitée.
Les ébauches sont tournées sur l’autre face au bout d’un certain laps de temps, puis sorties et rentrées à nouveau dans l’autre sens. Les ébauches de scions, plus fines, sont sorties les premières, suivies des éléments de milieu dans le cas des cannes en trois brins.
D’après les tables de durée de trempe de Garrison, il s’écoule de 6’30 à 8’30 selon la longueur et donc la grosseur des ébauches, entre l’introduction des brins et la sortie du dernier.
Dans l’ensemble, je trouve ce procédé bien spartiate et sujet à des accidents, car tout se joue dans un faible laps de temps.
Le four de Garrison était chauffé par une rampe à gaz, qui est un procédé ayant pour avantage d’être plus facilement modulable en température que les résistances électriques, sauf si l’on dispose de thermocouples et de rupteurs à impulsions
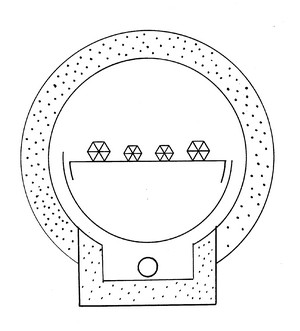
Illustration: Schéma de principe du four de Garrison
Le tube
C ‘EST le procédé le plus simple, et le plus facile à mettre en oeuvre: les brins sont installés dans un tube fermé (un trou est toutefois pratiqué à une extrémité) et le tube est chauffé au chalumeau jusqu'à ce qu’une décharge gazeuse s’échappe par le petit trou. C’est assez spectaculaire, et peut-être suffisant.
Les bambous inégalement trempés occasionnent des déboires car les qualités mécaniques y sont inégalement réparties, et j’ai déjà vu un scion prendre une pliure (on dit : prendre un set) lors d’un combat avec un gros poisson. Ce scion étant parfaitement à la cote de son profil, l’accident ne pouvait provenir que d’un défaut de trempe .
Les baguettes étant dressées, et donc droites de fil, on va les amener par opérations successives de la section rectangulaire à celle d’un triangle équilatéral. Bien entendu le côté de l’écorce, qui possède les fibres les plus denses et les plus dures, doit rester en dehors de toute atteinte.
Le gabarit peut être en bois ou en métal, et il n’est pas nécessaire qu’il mesure plus de 70 centimètres à 1 mètre de long. Il en existe de plusieurs types.
Gabarit et machine à dégrossir
Le gabarit de Garrison
Le croquis le montre en coupe.
On notera l’angle de 57° et non de 60°. C’est le côté de l’écorce qui sera appuyé sur la face inclinée à 30°.
L’avantage de ce gabarit est d’être simple, et rien n’empêche de le rendre réglable par des vis écartant ou rapprochant les deux réglettes.
Après en avoir utilisé beaucoup, c’est celui qui me paraît le plus pratique, pour peu qu’on sache bien maintenir la baguette correctement appuyée au fond de la gorge.
Il est toutefois important que la face appliquée soit bien plane.
Il n’est pas facile pour un amateur de le fabriquer.
J’y suis parvenu après des essais nombreux, en utilisant une scie inclinable.
En simple bois blanc, ce gabarit a été plaqué avec du formica afin que le rabot glisse facilement.
Note 2006: J’en ai désormais un en métal, le précédent est entre les mains d’un autre constructeur.
Pour son utilisation : (Voir dans la banque de données du CFR Club.fr.refendu.free.fr site de Georges Bourrat.)
Ce gabarit ne permet d’obtenir que le premier angle du triangle équilatéral. C’est sans importance, l’autre angle pouvait être obtenu dans le gabarit de finition " talon".
Le gabarit de Jorgensen
Il a pour avantage d’être réglable en largeur, mais non en profondeur. Un amateur éclairé peut le réaliser plus facilement que celui de Garrison, car la valeur d’angle est toujours la même.
Mais il présuppose que les baguettes aient toujours la même largeur, puisque la profondeur du gabarit n’est pas réglable.
C’est l’unique reproche que je lui ferai, car pour le reste il est assez pratique, même si je préfère celui de Garrison
Voir dans la banque de données du CFR Club.fr.refendu.free.fr site de Georges Bourrat
Le gabarit à encoches
Présenté dans le livre de J.-P. Péquegnot "L’art de La pêche à la mouche sèche".
Ce gabarit a pour lui sa simplicité et sa fiabilité, il ne permet toutefois d’accueillir qu’une seule taille de baguette, sauf si on répète les encoches sur deux ou quatre faces d’un bloc de bois ou de métal de section carrée, encoches qui seront faites de largeurs et de profondeurs différentes
Lorsque j’ai beaucoup de bois à enlever, je n’hésite pas à me servir d’un rabot électrique pour la première opération (encoche A); cela permet de gagner du temps.
On en gagnerait encore plus en imaginant un système adaptable à une toupie, avec des fers à 60° et un système de guidage de la baguette
La "troisième face"
Il ne s’agit pas d’une face cachée de la lune, mais simplement de la troisième face du triangle équilatéral, celle à laquelle on ne doit pas toucher: la face de l’écorce.
Elle doit a priori rester intacte, mais pose un problème: elle n’est pas plane.
On ne doit pas oublier qu’elle provient d’un tronc circulaire, et donc présente par rapport à la section triangulaire un « bombement ».
Doit-on le supprimer, au risque d’attaquer la meilleure partie de l’émail?
A mon point de vue, oui, car les avantages sont évidents. Ne pas le faire, c’est ne pas avoir une face d’appui stable dans la gorge du gabarit de finition, ou simplement dans les encoches de dégrossissage.
C’est, d’autre part, tricher avec le profil réel. Il me paraît donc utile de «gratter » la face de l’écorce, sinon en totalité, du moins suffisamment pour rattraper une partie du bombement et avoir une bonne base d’appui.
Il n’est pas nécessaire que cette opération intervienne avant le dégrossissage, ni qu’elle soit complète: dès lors qu’une bonne face d’appui est obtenue, on ne doit pas oublier que la taille définitive se fait sur les angles qui délimitent cette face de l’écorce.
Il n’est donc utile d’aplatir ce bombement que sur ce qui correspond à la largeur de la face une fois le brin taillé.
Le croquis montre, pris dans le tronc, le premier triangle obtenu après dégrossissage tel qu’il s’intègre au tronc de bambou. A l’intérieur de ce triangle ABC on voit un exemple du triangle final a b c, qui montre qu’après obtention des ébauches triangulaires, il n’est pas indispensable d’abattre d’aplanir en totalité le bombement qui apparaît entre B et C.
D’autre part, ce grattage s’attaque d’abord à la cuticule amorphe qui recouvre l’émail dur du bambou, et cet émail n’est que très peu attaqué. Je pratique ce grattage à l’aide de la lame plate, réalisée à partir d’un outil à tronçonner pour tour à métaux, dont il est question plus loin.
Les ébauches triangulaires
Après le dégrossissage, les baguettes sont devenues des ébauches triangulaires qui vont passer au four à tremper.
De l'utilité de la trempe
Le principe en est simple: les ébauches triangulaires sont amenées à une température telle que ce qu’elles pouvaient encore contenir comme sève ou comme humidité est expulsé. Il se produit une très faible réduction de volume et de poids, avec un accroissement de la dureté et un changement de couleur: la bambou devient plus sombre, tirant vers la couleur « pain brûlé ». Toutefois il ne faut pas exagérer la durée de la trempe en vue d’obtenir une plus belle couleur: il y a une température à atteindre.., et à ne pas dépasser. Une trempe trop forte, et votre élément sera "cuit" le bambou n’aura plus d’élasticité et sera très cassant. Une bonne trempe s’effectue entre 180 et 210°.
La trempe du bambou requiert de la part de l’amateur un matériel qu’il devra construire, avec beaucoup de soin quant à l’isolation thermique. Je ne décris ici que quatre modèles de four, mais je pense que beaucoup d’améliorations restent encore à faire dans ce domaine précis.
Il ne me semble pas que l’exercice qui consiste en un flammage du tronc, et qui lui donne un très bel aspect « pain brûlé », doive être considéré autrement que comme une carbonisation superficielle, de répartition fort inégale. Le problème de la répartition de la chaleur est d’ailleurs la pierre d’achoppement de presque tous les systèmes; nous aurons l’occasion d’y revenir.
Si l’on excepte les professionnels qui disposent d’étuves capables d’accueillir plusieurs dizaines d’ébauches à l’intérieur d’un four construit en briques réfractaires, l’amateur a trois modèles possibles : le tube, le four fixe et le four à mandrin rotatif.
Note 2006: : je n’utilise plus le four à mandrin rotatif.
Le "tube" de Serge Bodeau
Monsieur Bodeau, de Bordeaux, membre du Club Français du Refendu, a résolu d’une manière très simple mais sûre les problèmes de répartition de la chaleur et de stabilité de température.
Description et principe
Une résistance rubanée est enroulée autour d’un tube de cuivre. Deux rupteurs thermiques assurent la stabilité de température à l’intérieur du tube.
Les ébauches triangulaires assemblées et ligaturées vont être introduites, 10 centimètres par 10 centimètres toutes les deux minutes, dans le tube où elles reposent sur un berceau en grillage, ou un demi-tube de cuivre
Illustration: Le four de Serge Bodeau. De gauche à droite : les thermocouples, le tube, le système de régulation
L’avantage de ce système est que, quelle que soit la répartition de température à l’intérieur du tube, le bambou passera par tous ses points, et sera trempé également partout.
L’amélioration possible serait de pouvoir faire tourner les ébauches triangulaires à l’intérieur du tube; il est assez simple de leur faire effectuer une rotation d’un sixième de tour à chaque avancée de 10 cm.
Illustration: Le four prêt à fonctionner
Le four de Garrison
La température de trempe se situe pour Garrison autour de 176,60 (350°Fahrenheit), mais les ébauches triangulaires assemblées sont introduites dans le four lorsque la température de celui-ci est stabilisée à 190° car l’ouverture fait descendre cette température au voisinage de celle souhaitée.
Les ébauches sont tournées sur l’autre face au bout d’un certain laps de temps, puis sorties et rentrées à nouveau dans l’autre sens. Les ébauches de scions, plus fines, sont sorties les premières, suivies des éléments de milieu dans le cas des cannes en trois brins.
D’après les tables de durée de trempe de Garrison, il s’écoule de 6’30 à 8’30 selon la longueur et donc la grosseur des ébauches, entre l’introduction des brins et la sortie du dernier.
Dans l’ensemble, je trouve ce procédé bien spartiate et sujet à des accidents, car tout se joue dans un faible laps de temps.
Le four de Garrison était chauffé par une rampe à gaz, qui est un procédé ayant pour avantage d’être plus facilement modulable en température que les résistances électriques, sauf si l’on dispose de thermocouples et de rupteurs à impulsions
Illustration: Schéma de principe du four de Garrison
Le tube
C ‘EST le procédé le plus simple, et le plus facile à mettre en oeuvre: les brins sont installés dans un tube fermé (un trou est toutefois pratiqué à une extrémité) et le tube est chauffé au chalumeau jusqu'à ce qu’une décharge gazeuse s’échappe par le petit trou. C’est assez spectaculaire, et peut-être suffisant.
Les bambous inégalement trempés occasionnent des déboires car les qualités mécaniques y sont inégalement réparties, et j’ai déjà vu un scion prendre une pliure (on dit : prendre un set) lors d’un combat avec un gros poisson. Ce scion étant parfaitement à la cote de son profil, l’accident ne pouvait provenir que d’un défaut de trempe .
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:10
Les gabarits: constructions et réglages
Les ébauches triangulaires ont la même section d’un bout à l’autre, et la taille définitive a pour but de les amener au profil que l’on souhaite obtenir. On aura alors six brins qui, assemblés et collés, formeront l’élément définitif de section hexagonale, talon ou scion.
Pour passer de l’ébauche au brin taillé, on se sert de gabarits métalliques réglables, dits: gabarits de finition
Les gabarits de finition
Ce sont des réglettes métalliques solidarisées par des entretoises et qu’un système de vis permet de rapprocher ou d’écarter à volonté. Sur le bord intérieur de chaque réglette est pratiqué un chanfrein à 30° par rapport à la face verticale de la réglette. Les deux chanfreins vis-à-vis forment une gorge qui délimite un triangle pointe en bas et dont le sommet, fictif, se trouve entre les réglettes.
Le triangle, formé par les bords du chanfrein au niveau des bords supérieurs des réglettes et le sommet fictif du triangle, est un triangle équilatéral.
Il va de soi que la taille du triangle que l’on obtiendrait en serrant complètement les réglettes doit toujours être inférieure à la section de triangle que l’on veut obtenir une fois le brin taillé, afin de ménager une plage de réglage capable de répondre à toute sorte de profils, et un espace par où la sciure peut s’échapper (taille à la lime).
Pour tailler un brin destiné à un talon de canne, un chanfrein de profondeur égale d’un bout à l’autre du gabarit (chanfrein régulier) est suffisant pour que le brin trouve une surface d’appui correcte et soit donc bien calé dans le gabarit.
En effet un chanfrein de gabarit ne peut avoir de profondeur supérieure (ni même égale) à la plus petite épaisseur du brin à tailler. Pour un brin de talon ce n’est pas grave car la conicité d’un talon n’est pas très élevée. Mais pour un gabarit de scion, le problème est autre: l’épaisseur d’un brin de scion est souvent inférieure au millimètre en pointe. Or une telle valeur de profondeur du chanfrein est trop faible pour garantir une bonne assise à un brin de scion là où il est nettement plus épais (près de la liaison scion/talon) : le brin risque de flotter .
La première réponse à un tel problème est d’avoir deux gabarits pour le seul scion : un pour la base du scion (chanfrein assez profond, gabarit de 110 centimètres de long) et l’autre pour la tête de scion (très petit chanfrein, gabarit de 60-70 centimètres de long).
Daniel Brémond m’avait procuré ces deux gabarits, et nous les avons utilisés sans problème; il suffit de ménager une zone de recoupement de 10 centimètres ayant les mêmes réglages sur les deux gabarits.
Il est toutefois plus simple d’avoir un gabarit de scion dans lequel la profondeur de chanfrein est dégressive d’un bout à l’autre.
A priori un seul gabarit, chanfreiné des deux côtés, suffit pour tailler une canne complète. Mais l’obligation de devoir régler aux valeurs du talon, puis du scion, fait que l’on préfère toujours avoir deux gabarits, chanfreinés néanmoins de chaque côté : chaque côté a des valeurs différentes de profondeur, mais le réglage d’un côté, celui ayant le chanfrein le plus faible, ménage de l’autre une « approche » du profil définitif par le côté ayant la profondeur la plus importante.
La construction du gabarit
On part de règles en acier étiré de 1,50 mètre de long, et de section 20 x 20 millimètres.
Tous les 10 centimètres, une entretoise solidarise les réglettes, une vis sert à les rapprocher et une autre à les écarter. Le premier groupe entretoise/vis est situé à 5 centimètres du bout de gabarit, le second à 15 centimètres, le troisième à 25, etc.
On a ainsi quinze groupes de réglage, ce qui est très suffisant pour les cannes de longueur habituelle (90 à130 centimètres pour chaque élément). Il est possible d’imaginer des gabarits plus longs ou plus courts, mais pratique 1,50 mètre répond à tous les cas de figure.
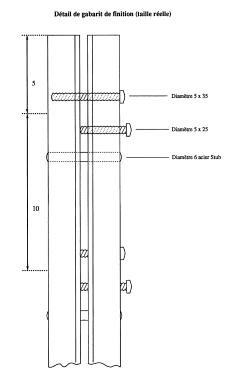
Le croquis donne les valeurs de perçage. La procédure est là suivante :
* après pointage des futurs trous, préparer ceux-ci à l’aide d’une mèche à centrer diamètre 6 ou 8, percer un premier trou diamètre 5,8 puis l’amener au diamètre 6 à l’aide d’un alésoir.
* Introduire la première entretoise diamètre 6 en acier STUB. Durant toute l’opération de perçage, les deux barres superposées devront être parfaitement serrées dans un étau
* percer de la même façon tous les trous diamètre 6,
* percer à 4,2 millimètres les trous destinés aux vis de serrage 5 x 35,
* désappairer les barres (il est utile de mettre un repère pour le remontage),
* percer à 4,2 les trous pour vis de 5 x 25,
* agrandir à 5,1 ou 5,2 les trous situés à côté des précédents, sur la même barre, afin de laisser la future vis de serrage 5 x 35 libre de circulation,
* faire les filetages (trois passages de tarauds),
* remonter le gabarit. Il faut fréquemment faire surfacer les gabarits car les barres utilisées sont souvent légèrement trapézoïdales

La taille du chamfrein
Il existe des machines de haute précision pour fraiser les chanfreins, mais outre qu’elles ont rarement un débattement (course du chariot) suffisant pour fraiser 1,50 mètre d’un seul tenant, on se heurte à un problème difficilement contournable : les machines vont être précises, mais sur du métal qui n’est jamais vraiment droit, sans parler du problème de la dégressivité du chanfrein.
On se retrouve avec des valeurs de chanfrein inégales parce que les réglettes sont déportées par rapport à leur axe théorique. Pour l’utilisation (taille des brins), ce déport n’est pas gênant puisqu’il suffit d’avoir des segments de droite de 10 centimètres; mais il est capital d’avoir des chanfreins égaux.
Note 2006 : Il existe des machines de haute précision pour fraiser les chanfreins, mais outre qu’elles ont rarement un débattement (course du chariot) suffisant pour fraiser 1,50 mètre d’un seul tenant, on se heurte à un problème difficilement contournable : les machines vont être précises, mais sur du métal qui n’est jamais vraiment droit, sans parler du problème de la dégressivité du chanfrein.
On se retrouve avec des valeurs de chanfrein inégales parce que les réglettes sont déportées par rapport à leur axe théorique.
Pour l’utilisation (taille des brins), ce déport n’est pas gênant puisqu’il suffit d’avoir des segments de droite de 10 centimètres; mais il est capital d’avoir des chanfreins égaux.
Aussi, comme Daniel Brémond me l’avait conseillé, ai-je été amené à réaliser moi-même le chanfrein dans les gabarits que j’utilise.
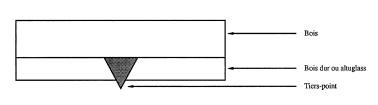
La procédure est simple mais assez longue : il s’agit de fermer plus ou moins le gabarit afin qu’un outil de taille y creuse peu à peu des gorges. On utilisera une lime triangulaire (tiers-point grain bâtard) montée sur cales. La valeur utile (dépassant de la cale) d’épaisseur de la lime doit être légèrement supérieure à la valeur maximale de profondeur que l’on veut obtenir dans la gorge triangulaire formée par les chanfreins si le gabarit est complètement refermé. De la toile émeri fine est fixée de chaque côté afin de glisser sur les règles, qu’elle finira de surfacer
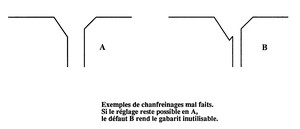
Avec les vis de réglage, on ouvrira alors le gabarit à un bout de telle manière que la totalité du tiers-point s’y enfonce, en touchant les côtés du gabarit par B et C sans pouvoir bouger latéralement.
Si tout le gabarit était ouvert avec la même valeur, le tiers-point monté sur sa cale y circulerait sans pouvoir bouger latéralement, mais sans créer un chanfrein sur les côtés.
Lorsque l’outil à chanfreiner circule librement, et cela est indépendant de la taille du tiers-point, il ne crée pas de chanfrein. Donc la profondeur de celui-ci est : zéro. Dès lors que l’on commence à resserrer les règles, par exemple de 0.10 mm, on constituerait après chanfreinage si le gabarit était refermé un triangle équilatéral dont chaque face ferait 0.10 mm. La profondeur p qui correspond à cette valeur est obtenue par ce bon vieux théorème de Pythagore. Pour un resserrement du gabarit de 0.10 mm, soit 10 centièmes de millimètre : [(10/100) 2 = ((5/100) 2 + (p) 2 )] = [100 = (25 + p)] = √75 = 8,66 / 100.
En fait, je ne me soucie pas de savoir quelle est la profondeur réelle des chanfreins mais seulement de savoir quelle est ma surface d’appui sur les côtés du gabarit. Cette valeur de la surface d’appui est donnée par les valeurs de resserrement du gabarit telles qu’annoncées.

Reprenons : lorsque l’outil à chanfreiner circule librement, vous obtenez une valeur d’ouverture des règles qui servira de référence et que nous appellerons X. Elle sera mesurée avec une pige (mèche de précision). Les réglages suivants vont être obtenus en diminuant cette ouverture de référence des valeurs suivantes (en dixièmes de mm. tous les 10 cm.) : 2, 4, 6, 8, 9, 10, 11, 11, 12, 12, 13, 13, 14, 16 (pour un gabarit scion). Exemple: si ma pige de départ fait X = 5 mm, on aura comme piges de réglage des mèches de 4.8, 4.6, 4.4, 4.2, 4.1, 4, 3.9, 3.9, 3.8, 3.8, 3.7, 3.7, 3.6, 3.4. Eventuellement valeurs pour le talon : 12 13 15 16 17 18 19 20 21 22 23 24 25 26 28.
C’est donc en fermant peu à peu le gabarit aux valeurs indiquées que l’on présente à l’outil de taille des chanfreins ce qui l’attend : il devra se faire un chemin en entaillant les côtés. On taille en fait du haut vers le bas d’un profil futur (du scion vers le talon) : plus le gabarit est resserré, plus vous devez entailler, et plus le chanfrein est profond. Comme pour le surfaçage du gabarit, aidez-vous de craie sur le tiers-point et prenez garde au déport que vous pourriez introduire : on appuie toujours plus d’un côté que de l’autre.
Il est bien entendu possible d’obtenir tous les profils de chanfreins irrégulièrement dégressifs que l’on souhaite avoir.
Lorsque vous avez creusé la gorge, pensez à abattre le morfil qui s’est créé, d’autant plus important que la gorge est profonde
Le réglage des gabarits
J’utilise depuis plusieurs années une jauge de profondeur, réalisée à partir d’une montre de comparateur. Il a suffi de lui fabriquer deux accessoires pour adapter cette montre, et la transformer en jauge de profondeur: d’abord une embase métallique avec une vis de réglage pour solidariser l’embase et la montre, et puis une pointe triangulaire se vissant à la place de la tête (sphérique) du comparateur.

Cette tête triangulaire, pointe d’un triangle équilatéral, n’a pas de précision de lecture suffisante si l’on ne prend pas la précaution d’en aplatir la pointe. Cela n’a rien de paradoxal, car mieux vaut faire des réglages avec une pointe raccourcie (si peu!) plutôt qu’avec une pointe obligatoirement ébréchée.
Il suffit de savoir de combien de dixièmes ou de centièmes de millimètre on l’a raccourcie, et en tenir compte dans les réglages. Un atelier de mécanique de précision bien équipé possède un système de projection vous permettant de connaître cette valeur, sinon de vous réaliser cette pointe.
Réglage d’un gabarit: la montre du comparateur, dont le cadran tourne, sera « mise à zéro » (ou à n’importe quelle valeur fixe) en posant la jauge sur une surface rigoureusement plane, par exemple une plaque de marbre ou de métal.
Le réglage avec la jauge est très simple: les valeurs données par les cotes du profil sont divisées par deux; la jauge étant mise en position sur la gorge du gabarit, on écarte ou resserre celui-ci à l’aide des vis, simplement en lisant la montre après calcul de la valeur à obtenir. Le fonctionnement en opposition des vis permet un bon blocage sur une valeur, que l’on peut obtenir avec une approximation théorique de 0,5/100ème de millimètre.
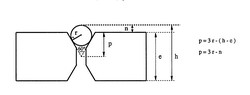
Si l’on ne dispose pas d’une jauge de profondeur, il faut effectuer le réglage avec des piges cylindriques (acier STUB ou forets de précision). La profondeur (p) que l’on souhaite obtenir sera obtenue en s’aidant de la formule suivante:
p 3 r - (h - e)
dans laquelle (r) est le rayon de la pige
(h) l’épaisseur totale (du gabarit plus la pige dans la gorge)
(e) l’épaisseur du gabarit.
Il est encore possible d’effectuer un réglage (assez approximatif à mon point de vue) en utilisant des cales d’épaisseur glissées entre les réglettes. Mais cela suppose qu’on sache à quelles valeurs de profondeur de la gorge du gabarit correspondent les cales, et cela en chaque point de réglage.
Les ébauches triangulaires ont la même section d’un bout à l’autre, et la taille définitive a pour but de les amener au profil que l’on souhaite obtenir. On aura alors six brins qui, assemblés et collés, formeront l’élément définitif de section hexagonale, talon ou scion.
Pour passer de l’ébauche au brin taillé, on se sert de gabarits métalliques réglables, dits: gabarits de finition
Les gabarits de finition
Ce sont des réglettes métalliques solidarisées par des entretoises et qu’un système de vis permet de rapprocher ou d’écarter à volonté. Sur le bord intérieur de chaque réglette est pratiqué un chanfrein à 30° par rapport à la face verticale de la réglette. Les deux chanfreins vis-à-vis forment une gorge qui délimite un triangle pointe en bas et dont le sommet, fictif, se trouve entre les réglettes.
Le triangle, formé par les bords du chanfrein au niveau des bords supérieurs des réglettes et le sommet fictif du triangle, est un triangle équilatéral.
Il va de soi que la taille du triangle que l’on obtiendrait en serrant complètement les réglettes doit toujours être inférieure à la section de triangle que l’on veut obtenir une fois le brin taillé, afin de ménager une plage de réglage capable de répondre à toute sorte de profils, et un espace par où la sciure peut s’échapper (taille à la lime).
Pour tailler un brin destiné à un talon de canne, un chanfrein de profondeur égale d’un bout à l’autre du gabarit (chanfrein régulier) est suffisant pour que le brin trouve une surface d’appui correcte et soit donc bien calé dans le gabarit.
En effet un chanfrein de gabarit ne peut avoir de profondeur supérieure (ni même égale) à la plus petite épaisseur du brin à tailler. Pour un brin de talon ce n’est pas grave car la conicité d’un talon n’est pas très élevée. Mais pour un gabarit de scion, le problème est autre: l’épaisseur d’un brin de scion est souvent inférieure au millimètre en pointe. Or une telle valeur de profondeur du chanfrein est trop faible pour garantir une bonne assise à un brin de scion là où il est nettement plus épais (près de la liaison scion/talon) : le brin risque de flotter .
La première réponse à un tel problème est d’avoir deux gabarits pour le seul scion : un pour la base du scion (chanfrein assez profond, gabarit de 110 centimètres de long) et l’autre pour la tête de scion (très petit chanfrein, gabarit de 60-70 centimètres de long).
Daniel Brémond m’avait procuré ces deux gabarits, et nous les avons utilisés sans problème; il suffit de ménager une zone de recoupement de 10 centimètres ayant les mêmes réglages sur les deux gabarits.
Il est toutefois plus simple d’avoir un gabarit de scion dans lequel la profondeur de chanfrein est dégressive d’un bout à l’autre.
A priori un seul gabarit, chanfreiné des deux côtés, suffit pour tailler une canne complète. Mais l’obligation de devoir régler aux valeurs du talon, puis du scion, fait que l’on préfère toujours avoir deux gabarits, chanfreinés néanmoins de chaque côté : chaque côté a des valeurs différentes de profondeur, mais le réglage d’un côté, celui ayant le chanfrein le plus faible, ménage de l’autre une « approche » du profil définitif par le côté ayant la profondeur la plus importante.
La construction du gabarit
On part de règles en acier étiré de 1,50 mètre de long, et de section 20 x 20 millimètres.
Tous les 10 centimètres, une entretoise solidarise les réglettes, une vis sert à les rapprocher et une autre à les écarter. Le premier groupe entretoise/vis est situé à 5 centimètres du bout de gabarit, le second à 15 centimètres, le troisième à 25, etc.
On a ainsi quinze groupes de réglage, ce qui est très suffisant pour les cannes de longueur habituelle (90 à130 centimètres pour chaque élément). Il est possible d’imaginer des gabarits plus longs ou plus courts, mais pratique 1,50 mètre répond à tous les cas de figure.
Le croquis donne les valeurs de perçage. La procédure est là suivante :
* après pointage des futurs trous, préparer ceux-ci à l’aide d’une mèche à centrer diamètre 6 ou 8, percer un premier trou diamètre 5,8 puis l’amener au diamètre 6 à l’aide d’un alésoir.
* Introduire la première entretoise diamètre 6 en acier STUB. Durant toute l’opération de perçage, les deux barres superposées devront être parfaitement serrées dans un étau
* percer de la même façon tous les trous diamètre 6,
* percer à 4,2 millimètres les trous destinés aux vis de serrage 5 x 35,
* désappairer les barres (il est utile de mettre un repère pour le remontage),
* percer à 4,2 les trous pour vis de 5 x 25,
* agrandir à 5,1 ou 5,2 les trous situés à côté des précédents, sur la même barre, afin de laisser la future vis de serrage 5 x 35 libre de circulation,
* faire les filetages (trois passages de tarauds),
* remonter le gabarit. Il faut fréquemment faire surfacer les gabarits car les barres utilisées sont souvent légèrement trapézoïdales
La taille du chamfrein
Il existe des machines de haute précision pour fraiser les chanfreins, mais outre qu’elles ont rarement un débattement (course du chariot) suffisant pour fraiser 1,50 mètre d’un seul tenant, on se heurte à un problème difficilement contournable : les machines vont être précises, mais sur du métal qui n’est jamais vraiment droit, sans parler du problème de la dégressivité du chanfrein.
On se retrouve avec des valeurs de chanfrein inégales parce que les réglettes sont déportées par rapport à leur axe théorique. Pour l’utilisation (taille des brins), ce déport n’est pas gênant puisqu’il suffit d’avoir des segments de droite de 10 centimètres; mais il est capital d’avoir des chanfreins égaux.
Note 2006 : Il existe des machines de haute précision pour fraiser les chanfreins, mais outre qu’elles ont rarement un débattement (course du chariot) suffisant pour fraiser 1,50 mètre d’un seul tenant, on se heurte à un problème difficilement contournable : les machines vont être précises, mais sur du métal qui n’est jamais vraiment droit, sans parler du problème de la dégressivité du chanfrein.
On se retrouve avec des valeurs de chanfrein inégales parce que les réglettes sont déportées par rapport à leur axe théorique.
Pour l’utilisation (taille des brins), ce déport n’est pas gênant puisqu’il suffit d’avoir des segments de droite de 10 centimètres; mais il est capital d’avoir des chanfreins égaux.
Aussi, comme Daniel Brémond me l’avait conseillé, ai-je été amené à réaliser moi-même le chanfrein dans les gabarits que j’utilise.
La procédure est simple mais assez longue : il s’agit de fermer plus ou moins le gabarit afin qu’un outil de taille y creuse peu à peu des gorges. On utilisera une lime triangulaire (tiers-point grain bâtard) montée sur cales. La valeur utile (dépassant de la cale) d’épaisseur de la lime doit être légèrement supérieure à la valeur maximale de profondeur que l’on veut obtenir dans la gorge triangulaire formée par les chanfreins si le gabarit est complètement refermé. De la toile émeri fine est fixée de chaque côté afin de glisser sur les règles, qu’elle finira de surfacer
Avec les vis de réglage, on ouvrira alors le gabarit à un bout de telle manière que la totalité du tiers-point s’y enfonce, en touchant les côtés du gabarit par B et C sans pouvoir bouger latéralement.
Si tout le gabarit était ouvert avec la même valeur, le tiers-point monté sur sa cale y circulerait sans pouvoir bouger latéralement, mais sans créer un chanfrein sur les côtés.
Lorsque l’outil à chanfreiner circule librement, et cela est indépendant de la taille du tiers-point, il ne crée pas de chanfrein. Donc la profondeur de celui-ci est : zéro. Dès lors que l’on commence à resserrer les règles, par exemple de 0.10 mm, on constituerait après chanfreinage si le gabarit était refermé un triangle équilatéral dont chaque face ferait 0.10 mm. La profondeur p qui correspond à cette valeur est obtenue par ce bon vieux théorème de Pythagore. Pour un resserrement du gabarit de 0.10 mm, soit 10 centièmes de millimètre : [(10/100) 2 = ((5/100) 2 + (p) 2 )] = [100 = (25 + p)] = √75 = 8,66 / 100.
En fait, je ne me soucie pas de savoir quelle est la profondeur réelle des chanfreins mais seulement de savoir quelle est ma surface d’appui sur les côtés du gabarit. Cette valeur de la surface d’appui est donnée par les valeurs de resserrement du gabarit telles qu’annoncées.
Reprenons : lorsque l’outil à chanfreiner circule librement, vous obtenez une valeur d’ouverture des règles qui servira de référence et que nous appellerons X. Elle sera mesurée avec une pige (mèche de précision). Les réglages suivants vont être obtenus en diminuant cette ouverture de référence des valeurs suivantes (en dixièmes de mm. tous les 10 cm.) : 2, 4, 6, 8, 9, 10, 11, 11, 12, 12, 13, 13, 14, 16 (pour un gabarit scion). Exemple: si ma pige de départ fait X = 5 mm, on aura comme piges de réglage des mèches de 4.8, 4.6, 4.4, 4.2, 4.1, 4, 3.9, 3.9, 3.8, 3.8, 3.7, 3.7, 3.6, 3.4. Eventuellement valeurs pour le talon : 12 13 15 16 17 18 19 20 21 22 23 24 25 26 28.
C’est donc en fermant peu à peu le gabarit aux valeurs indiquées que l’on présente à l’outil de taille des chanfreins ce qui l’attend : il devra se faire un chemin en entaillant les côtés. On taille en fait du haut vers le bas d’un profil futur (du scion vers le talon) : plus le gabarit est resserré, plus vous devez entailler, et plus le chanfrein est profond. Comme pour le surfaçage du gabarit, aidez-vous de craie sur le tiers-point et prenez garde au déport que vous pourriez introduire : on appuie toujours plus d’un côté que de l’autre.
Il est bien entendu possible d’obtenir tous les profils de chanfreins irrégulièrement dégressifs que l’on souhaite avoir.
Lorsque vous avez creusé la gorge, pensez à abattre le morfil qui s’est créé, d’autant plus important que la gorge est profonde
Le réglage des gabarits
J’utilise depuis plusieurs années une jauge de profondeur, réalisée à partir d’une montre de comparateur. Il a suffi de lui fabriquer deux accessoires pour adapter cette montre, et la transformer en jauge de profondeur: d’abord une embase métallique avec une vis de réglage pour solidariser l’embase et la montre, et puis une pointe triangulaire se vissant à la place de la tête (sphérique) du comparateur.
Cette tête triangulaire, pointe d’un triangle équilatéral, n’a pas de précision de lecture suffisante si l’on ne prend pas la précaution d’en aplatir la pointe. Cela n’a rien de paradoxal, car mieux vaut faire des réglages avec une pointe raccourcie (si peu!) plutôt qu’avec une pointe obligatoirement ébréchée.
Il suffit de savoir de combien de dixièmes ou de centièmes de millimètre on l’a raccourcie, et en tenir compte dans les réglages. Un atelier de mécanique de précision bien équipé possède un système de projection vous permettant de connaître cette valeur, sinon de vous réaliser cette pointe.
Réglage d’un gabarit: la montre du comparateur, dont le cadran tourne, sera « mise à zéro » (ou à n’importe quelle valeur fixe) en posant la jauge sur une surface rigoureusement plane, par exemple une plaque de marbre ou de métal.
Le réglage avec la jauge est très simple: les valeurs données par les cotes du profil sont divisées par deux; la jauge étant mise en position sur la gorge du gabarit, on écarte ou resserre celui-ci à l’aide des vis, simplement en lisant la montre après calcul de la valeur à obtenir. Le fonctionnement en opposition des vis permet un bon blocage sur une valeur, que l’on peut obtenir avec une approximation théorique de 0,5/100ème de millimètre.
Si l’on ne dispose pas d’une jauge de profondeur, il faut effectuer le réglage avec des piges cylindriques (acier STUB ou forets de précision). La profondeur (p) que l’on souhaite obtenir sera obtenue en s’aidant de la formule suivante:
p 3 r - (h - e)
dans laquelle (r) est le rayon de la pige
(h) l’épaisseur totale (du gabarit plus la pige dans la gorge)
(e) l’épaisseur du gabarit.
Il est encore possible d’effectuer un réglage (assez approximatif à mon point de vue) en utilisant des cales d’épaisseur glissées entre les réglettes. Mais cela suppose qu’on sache à quelles valeurs de profondeur de la gorge du gabarit correspondent les cales, et cela en chaque point de réglage.
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:12
La taille: rabot, lime et racloir
Après avoir utilisé de façon exclusive l’un ou l’autre des procédés de taille, je suis finalement arrivé à poser le problème non plus en terme de choix, mais de complémentarité.
Le rabot
Il a pour lui d’être, apparemment, l’outil qui permet d’aller le plus vite, mais il ne permet pas, à mon point de vue, une finition assez précise. En effet le brin de bambou n’est pas maintenu suffisamment au fond de la gorge du gabarit, et on court sans cesse le risque que, le brin se soulevant au passage du rabot, on dépasse la valeur du profil. Si un tel accident arrive, il n’y a pas d’autre solution que de faire avancer le brin « vers le haut » jusqu’à ce que le « trop raboté » affleure. Mais cela implique que le brin soit nettement plus long que nécessaire d’une part, et de l’autre qu’on fasse de même pour tous les brins, afin de respecter le tierçage.
D’autre part, la taille au rabot présuppose que ce dernier soit constamment affûté. En ce qui concerne ce problème précis, et dans la mesure où je ne maîtrise pas bien son utilisation, j’ai pris l’habitude d’affûter seulement le centre de la lame, les deux côtés étant arrondis.
Quoi qu’il en soit, je n’utilise plus le rabot que pour le dégrossissage et l’approche du profil.
La lime
Une lime à métaux, demi-douce, convient parfaitement. Il est toutefois utile de vérifier sa rectitude horizontale au moment de l’achat. Au bout de cette lime est ligaturée une cale en bois de l’épaisseur exacte du gabarit: ainsi la lime travaille bien à l’horizontale et ne risque pas d’attaquer le gabarit.

Quoique la taille à la lime soit plus longue (relativement) que la taille au rabot, elle a pour elle plusieurs avantages. En premier lieu, la pression exercée sur la lime fait que le brin est bien maintenu au fond de la gorge du gabarit, ce qui est important au niveau du respect de la cote du profil.
En second lieu, entaillant transversalement les fibres du bambou, elle permet d’attaquer en des points très précis, par exemple au niveau des noeuds, lesquels sont toujours plus difficiles à attaquer au rabot, qui, en venant buter sur le noeud, a tendance à soulever le brin et à surcreuser juste devant le noeud.
A cet égard, la lime est le meilleur outil pour la taille au niveau des noeuds. C’est aussi celui avec lequel on ne court pas le risque de voir le brin glisser à l’intérieur de la gorge.
La taille à la lime a toutefois un défaut, qui apparaît surtout lorsqu’il y a beaucoup de bambou à enlever: le "porte-à-faux" important provoque des arrachements de fibres.
Ce n’est pas gênant quand il s’agit de la pointe opposée à l’écorce, mais c’est épouvantable quand cela se produit du côté de l’écorce.
Le pire, c’est qu’on ne le voit pas toujours, et seule la colle le révèle par un trait plus sombre. Mais c’est trop tard: le brin fait partie de l’élément collé. Aussi est-il toujours utile de contrôler un brin en l’installant, après taille, à nouveau dans la gorge du gabarit, mais avec la face de l’écorce au-dessus. On voit alors apparaître nettement d’éventuels défauts.
Le racloir
Le terme « racloir » n’est sans doute pas parfaitement approprié, car tous ceux qui travaillent le bois savent que le terme de racloir recouvre un type d’outil précis; mais je n’en vois pas d’autre, d’autant que les outils dont il est question plus loin partent du même principe, mais ne possèdent pas de « morfil »

J’utilise deux genres de racloirs: le premier est un outil de tournage sur métaux, lame mince servant à tronçonner. J’en possède en acier rapide et en carbure plein. Ils me servent à affiner après une première approche à la lime. Le second racloir est fabriqué à partir d’une lime tiers-point complètement surfacée afin d’obtenir un outil de profil conique et de section triangulaire, très coupant. Il m’est indispensable pour la finition complète, en particulier celle des brins de futures têtes de scion.
Note 2006 : je ne l’utilise plus
La lame d’outil à tronçonner donne un véritable copeau de bois. L’avantage est dans la finesse et la précision d’une telle finition, à condition toutefois de bien maintenir le brin en fond de gorge, afin de ne pas tomber dans le défaut inhérent à la taille au rabot (risque de dépassement de la cote du profil).
Pour les pointes de scion très fines (épaisseurs de brin de l’ordre de 0,6 à 1 millimètre) on veillera à ne pas risquer de casser le brin en forçant sur l’angle d’attaque du racloir
La technique de taille
Je procède de la façon suivante: l'ébauche triangulaire est installée, avancée de 20 centimètres seulement dans le gabarit, et fixée au talon du gabarit par un serre-joint, avec une cale de bois pour protéger l' ébauche.
Une fois cette opération terminée, l'ébauche est avancée de 10 centimètres après avoir été retournée, et on recommence sur 30 centimètres cette fois et ainsi de suite jusqu'à ce que le brin arrive à l'endroit où s'achève le réglage en tête du gabarit.
De retournement en retournement, en enlevant des quantités égales de chaque côté du brin qu'on taille, on s'approche de la valeur définitive en respectant tout le fil du bois.
J’ai pris l’habitude de caler le brin (dans la partie qui n’est pas tenue par le serre-joint) à l’aide de vieux aimants récupérés sur des haut-parleurs. La partie de l’ébauche qui était restée sous le serre-joint lors de la première approche sera taillée en dernier, généralement à la lime afin qu’il n’y ait pas le moindre risque que l’ensemble du brin "navigue" dans la gorge du gabarit.
Comme je taille toujours des brins plus longs que nécessaire, cette partie est destinée à être coupée après collage, et la précision n’y est pas très importante.
Nota : Je règle mes gabarits au delà de la valeur minimale de la tête de scion, prolongeant fictivement, de 5 à 10 centimètres selon les cas, le profil. Sans entrer dans les détails, je dirai que c’est plus pratique pour le collage des brins, au niveau des risques de rupture lorsqu’ils passent à la machine à ligaturer.
Que faire des "ratés"?
Dans la grande majorité des cas, un brin n’est pas bon parce que, par accident (arrachement des fibres le plus souvent) il est descendu en dessous de sa cote.
Si l’on peut décaler l’ensemble des brins vers le haut (en supprimant x centimètres en pointe), on peut rattraper. Sinon, il est souhaitable d’avoir un brin de réserve pris dans le même tronc. Canne après canne, on accumule ainsi des brins plus ou moins dépareillés.
Je les utilise, après réappairage brin par brin, pour faire des cannes en trois brins. Le raccourcissement est toujours suffisant pour qu’on puisse retailler. Le problème ne se pose, bien entendu, que pour les brins de scion, puisqu’il est toujours possible de transformer un brin de talon raté en brin de scion (mais il faut prendre les six, dans ce cas).
La densité des fibres du tronc de bambou
Si l’on examine un tronc de bambou, on constate que plus on s’approche du centre du tronc, moins la densité des fibres est élevée et, par conséquent, la dureté du bambou.
On peut donc imaginer de n’enlever au bambou que ses fibres "faibles" en ne gardant que les plus "fortes".
En fait, je ne crois pas que cet argument soit la justification de l’opération.
Car où commencent les fibres "moins dures"? Lorsqu’il y a moins d’un millimètre d’épaisseur de brin (tête de scion), on est sûr d’avoir déjà taillé dans le "vif"; et 20 centimètres plus bas, là où commence le creusement on est sûr encore que celui-ci se fait dans la partie dure de la fibre.
Ce n’est d’ailleurs pas important, car ce qui reste est largement suffisant, et les cannes ainsi conçues ne sont pas plus fragiles que les autres. Elles sont seulement plus difficiles à coller.
L’argument le plus important en faveur du creusement des brins est celui de l’allègement. Et pourtant ce gain de poids n’est pas significatif en apparence:15-17 grammes pour un talon de 125 centimètres, 5 à 6 pour un scion de même longueur.
En réalité, la masse dont on allège un élément n’a d’importance que par rapport à l’endroit d’où on l’enlève, et ces 5-6 grammes du scion "pèsent" plus lourd que les 15 grammes du talon.
La justification de l’allégement
Le plus gros défaut du bambou, sa " tare originelle", c’est sa masse.
Trop lourd, trop lourd, c’est la clameur de la "vox populi" halieutique. Vox populi, mais non "vox dei" Car la masse d’une canne, c’est ce qu’elle pèse sur la balance.
Son poids, c’est ce qu’on ressent dans la main quand on s’en sert, et je connais bien des cannes en fibre qui sont à cet égard plus "lourdes", avec une masse moindre, que certaines refendues, peu nombreuses il est vrai.
Toutefois il n’y a pas que l’action d’une canne pour créer la sensation de poids ou de légèreté ; sa masse réelle n’y est pas étrangère non plus.
Mais dans cette masse, il y a aussi les anneaux (surtout l’anneau de tête quand la canne est active), les ligatures souvent trop longues, le vernis, la poignée, etc.
Quant à la virole pour les cannes en refendu, elle représente à elle seule entre le dixième et le huitième de la masse totale (cannes en refendu creux). On verra plus loin comment alléger au maximum ces accessoires d’habillage.
Mais l’élément de bambou peut l’être lui-même par creusement avant collage. L’idée n’en est pas neuve, et divers artisans, en particulier Winston aux USA, s’y sont déjà essayés.
En France, Pezon et Michel, avec J.-M. Dubos, ont conçu des prototypes creux. Toutes ces cannes creuses ont le même défaut: les contraintes de fabrication font que le creusement est réalisé d’un bout à l’autre de l’élément, retrouvant dans le bambou le plus abominable des défauts inhérents aux fibres creuses: l’ovalisation.
Même avec une section externe hexagonale qui freine le phénomène, celui-ci existe ayant comme corollaire une grande fragilisation de l’élément, et un amollissement de la canne. Et pourtant, l’allègement est très utile: il permet de gagner de 15 à 20 grammes sur une canne brute.
Alors que faire? Tout simplement ne pas creuser d’un bout à l’autre, mais réaliser des alvéoles courts.
C’est Daniel Brémond qui a eu cette idée vers 1978. L’avantage est double: allègement d’une part, et de l’autre une plus grande rigidité de l’élément final ; chacun sait bien qu’un tube, s’il ne s’ovalise pas, est plus rigide qu’une barre.
Le creusement des brins
Le procédé de creusement

Les brins taillés sont disposés côte à côte, face de l’écorce en bas, sur des adhésifs (trois ou quatre) disposés en travers: ruban adhésif de carrossier par exemple.
Des plaquettes de bois recouvertes de mousse pour protéger le bambou sont disposées avec des serre-joints que l’on déplace au fur et à mesure du creusement et qui bloquent les brins de part et d’autre de l’endroit que l’on creuse.
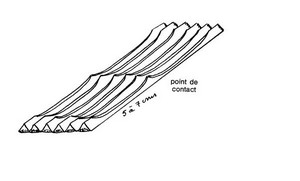

Comme on ne creuse pas à hauteur des noeuds, les distances entre ceux-ci sont divisées de telle façon qu’on ait de alvéoles de 5 à 6 centimètres, avec des points de contact de 2 millimètres à la base, où le bambou n’est pas entaillé.
Par exemple: trois alvéoles de 6 centimètres avec deux points de contact, entre deux noeuds distants de 18 centimètres.
Au niveau des noeuds, la partie non entaillée fait 1,5 à 2 centimètres à la base.
Il faut bien calculer l’emplacement de départ et de fin des parties alvéolées. Selon le mode d’assemblage (virole, sifflet ou tenon), on ménagera des parties pleines.
De même, je ne commence pas les alvéoles à moins de 5 centimètres de la sortie de la poignée, et ne creuse pas au niveau de celle-ci, ne serait-ce que parce que le bambou y est fréquemment remplacé par une fibre de verre ou de carbone.
Il est utile de disposer de chaque côté des brins des cales (plaques de métal) ayant l’épaisseur que l’on souhaite laisser sur le brin. Cette épaisseur varie de 1,5 à moins de 1 millimètre, et s’arrête à environ 25 centimètres de la tête de scion, avec des alvéoles de plus en plus courts.
Pour la taille, j’utilise d’abord un tranchet de luthier (un tranchet de cordonnier fait l’affaire) pour enlever un copeau de bois, puis je termine à la lime ou au racloir.
Il faudra veiller à bien dégager la poudre de bambou et les esquilles de bois que le creusement peut avoir laissés entre les brins, afin que ces copeaux ne se retrouvent pas au moment du collage. Les brins sont maintenant prêts à être encollés et assemblés
Après avoir utilisé de façon exclusive l’un ou l’autre des procédés de taille, je suis finalement arrivé à poser le problème non plus en terme de choix, mais de complémentarité.
Le rabot
Il a pour lui d’être, apparemment, l’outil qui permet d’aller le plus vite, mais il ne permet pas, à mon point de vue, une finition assez précise. En effet le brin de bambou n’est pas maintenu suffisamment au fond de la gorge du gabarit, et on court sans cesse le risque que, le brin se soulevant au passage du rabot, on dépasse la valeur du profil. Si un tel accident arrive, il n’y a pas d’autre solution que de faire avancer le brin « vers le haut » jusqu’à ce que le « trop raboté » affleure. Mais cela implique que le brin soit nettement plus long que nécessaire d’une part, et de l’autre qu’on fasse de même pour tous les brins, afin de respecter le tierçage.
D’autre part, la taille au rabot présuppose que ce dernier soit constamment affûté. En ce qui concerne ce problème précis, et dans la mesure où je ne maîtrise pas bien son utilisation, j’ai pris l’habitude d’affûter seulement le centre de la lame, les deux côtés étant arrondis.
Quoi qu’il en soit, je n’utilise plus le rabot que pour le dégrossissage et l’approche du profil.
La lime
Une lime à métaux, demi-douce, convient parfaitement. Il est toutefois utile de vérifier sa rectitude horizontale au moment de l’achat. Au bout de cette lime est ligaturée une cale en bois de l’épaisseur exacte du gabarit: ainsi la lime travaille bien à l’horizontale et ne risque pas d’attaquer le gabarit.
Quoique la taille à la lime soit plus longue (relativement) que la taille au rabot, elle a pour elle plusieurs avantages. En premier lieu, la pression exercée sur la lime fait que le brin est bien maintenu au fond de la gorge du gabarit, ce qui est important au niveau du respect de la cote du profil.
En second lieu, entaillant transversalement les fibres du bambou, elle permet d’attaquer en des points très précis, par exemple au niveau des noeuds, lesquels sont toujours plus difficiles à attaquer au rabot, qui, en venant buter sur le noeud, a tendance à soulever le brin et à surcreuser juste devant le noeud.
A cet égard, la lime est le meilleur outil pour la taille au niveau des noeuds. C’est aussi celui avec lequel on ne court pas le risque de voir le brin glisser à l’intérieur de la gorge.
La taille à la lime a toutefois un défaut, qui apparaît surtout lorsqu’il y a beaucoup de bambou à enlever: le "porte-à-faux" important provoque des arrachements de fibres.
Ce n’est pas gênant quand il s’agit de la pointe opposée à l’écorce, mais c’est épouvantable quand cela se produit du côté de l’écorce.
Le pire, c’est qu’on ne le voit pas toujours, et seule la colle le révèle par un trait plus sombre. Mais c’est trop tard: le brin fait partie de l’élément collé. Aussi est-il toujours utile de contrôler un brin en l’installant, après taille, à nouveau dans la gorge du gabarit, mais avec la face de l’écorce au-dessus. On voit alors apparaître nettement d’éventuels défauts.
Le racloir
Le terme « racloir » n’est sans doute pas parfaitement approprié, car tous ceux qui travaillent le bois savent que le terme de racloir recouvre un type d’outil précis; mais je n’en vois pas d’autre, d’autant que les outils dont il est question plus loin partent du même principe, mais ne possèdent pas de « morfil »
J’utilise deux genres de racloirs: le premier est un outil de tournage sur métaux, lame mince servant à tronçonner. J’en possède en acier rapide et en carbure plein. Ils me servent à affiner après une première approche à la lime. Le second racloir est fabriqué à partir d’une lime tiers-point complètement surfacée afin d’obtenir un outil de profil conique et de section triangulaire, très coupant. Il m’est indispensable pour la finition complète, en particulier celle des brins de futures têtes de scion.
Note 2006 : je ne l’utilise plus
La lame d’outil à tronçonner donne un véritable copeau de bois. L’avantage est dans la finesse et la précision d’une telle finition, à condition toutefois de bien maintenir le brin en fond de gorge, afin de ne pas tomber dans le défaut inhérent à la taille au rabot (risque de dépassement de la cote du profil).
Pour les pointes de scion très fines (épaisseurs de brin de l’ordre de 0,6 à 1 millimètre) on veillera à ne pas risquer de casser le brin en forçant sur l’angle d’attaque du racloir
La technique de taille
Je procède de la façon suivante: l'ébauche triangulaire est installée, avancée de 20 centimètres seulement dans le gabarit, et fixée au talon du gabarit par un serre-joint, avec une cale de bois pour protéger l' ébauche.
Une fois cette opération terminée, l'ébauche est avancée de 10 centimètres après avoir été retournée, et on recommence sur 30 centimètres cette fois et ainsi de suite jusqu'à ce que le brin arrive à l'endroit où s'achève le réglage en tête du gabarit.
De retournement en retournement, en enlevant des quantités égales de chaque côté du brin qu'on taille, on s'approche de la valeur définitive en respectant tout le fil du bois.
J’ai pris l’habitude de caler le brin (dans la partie qui n’est pas tenue par le serre-joint) à l’aide de vieux aimants récupérés sur des haut-parleurs. La partie de l’ébauche qui était restée sous le serre-joint lors de la première approche sera taillée en dernier, généralement à la lime afin qu’il n’y ait pas le moindre risque que l’ensemble du brin "navigue" dans la gorge du gabarit.
Comme je taille toujours des brins plus longs que nécessaire, cette partie est destinée à être coupée après collage, et la précision n’y est pas très importante.
Nota : Je règle mes gabarits au delà de la valeur minimale de la tête de scion, prolongeant fictivement, de 5 à 10 centimètres selon les cas, le profil. Sans entrer dans les détails, je dirai que c’est plus pratique pour le collage des brins, au niveau des risques de rupture lorsqu’ils passent à la machine à ligaturer.
Que faire des "ratés"?
Dans la grande majorité des cas, un brin n’est pas bon parce que, par accident (arrachement des fibres le plus souvent) il est descendu en dessous de sa cote.
Si l’on peut décaler l’ensemble des brins vers le haut (en supprimant x centimètres en pointe), on peut rattraper. Sinon, il est souhaitable d’avoir un brin de réserve pris dans le même tronc. Canne après canne, on accumule ainsi des brins plus ou moins dépareillés.
Je les utilise, après réappairage brin par brin, pour faire des cannes en trois brins. Le raccourcissement est toujours suffisant pour qu’on puisse retailler. Le problème ne se pose, bien entendu, que pour les brins de scion, puisqu’il est toujours possible de transformer un brin de talon raté en brin de scion (mais il faut prendre les six, dans ce cas).
La densité des fibres du tronc de bambou
Si l’on examine un tronc de bambou, on constate que plus on s’approche du centre du tronc, moins la densité des fibres est élevée et, par conséquent, la dureté du bambou.
On peut donc imaginer de n’enlever au bambou que ses fibres "faibles" en ne gardant que les plus "fortes".
En fait, je ne crois pas que cet argument soit la justification de l’opération.
Car où commencent les fibres "moins dures"? Lorsqu’il y a moins d’un millimètre d’épaisseur de brin (tête de scion), on est sûr d’avoir déjà taillé dans le "vif"; et 20 centimètres plus bas, là où commence le creusement on est sûr encore que celui-ci se fait dans la partie dure de la fibre.
Ce n’est d’ailleurs pas important, car ce qui reste est largement suffisant, et les cannes ainsi conçues ne sont pas plus fragiles que les autres. Elles sont seulement plus difficiles à coller.
L’argument le plus important en faveur du creusement des brins est celui de l’allègement. Et pourtant ce gain de poids n’est pas significatif en apparence:15-17 grammes pour un talon de 125 centimètres, 5 à 6 pour un scion de même longueur.
En réalité, la masse dont on allège un élément n’a d’importance que par rapport à l’endroit d’où on l’enlève, et ces 5-6 grammes du scion "pèsent" plus lourd que les 15 grammes du talon.
La justification de l’allégement
Le plus gros défaut du bambou, sa " tare originelle", c’est sa masse.
Trop lourd, trop lourd, c’est la clameur de la "vox populi" halieutique. Vox populi, mais non "vox dei" Car la masse d’une canne, c’est ce qu’elle pèse sur la balance.
Son poids, c’est ce qu’on ressent dans la main quand on s’en sert, et je connais bien des cannes en fibre qui sont à cet égard plus "lourdes", avec une masse moindre, que certaines refendues, peu nombreuses il est vrai.
Toutefois il n’y a pas que l’action d’une canne pour créer la sensation de poids ou de légèreté ; sa masse réelle n’y est pas étrangère non plus.
Mais dans cette masse, il y a aussi les anneaux (surtout l’anneau de tête quand la canne est active), les ligatures souvent trop longues, le vernis, la poignée, etc.
Quant à la virole pour les cannes en refendu, elle représente à elle seule entre le dixième et le huitième de la masse totale (cannes en refendu creux). On verra plus loin comment alléger au maximum ces accessoires d’habillage.
Mais l’élément de bambou peut l’être lui-même par creusement avant collage. L’idée n’en est pas neuve, et divers artisans, en particulier Winston aux USA, s’y sont déjà essayés.
En France, Pezon et Michel, avec J.-M. Dubos, ont conçu des prototypes creux. Toutes ces cannes creuses ont le même défaut: les contraintes de fabrication font que le creusement est réalisé d’un bout à l’autre de l’élément, retrouvant dans le bambou le plus abominable des défauts inhérents aux fibres creuses: l’ovalisation.
Même avec une section externe hexagonale qui freine le phénomène, celui-ci existe ayant comme corollaire une grande fragilisation de l’élément, et un amollissement de la canne. Et pourtant, l’allègement est très utile: il permet de gagner de 15 à 20 grammes sur une canne brute.
Alors que faire? Tout simplement ne pas creuser d’un bout à l’autre, mais réaliser des alvéoles courts.
C’est Daniel Brémond qui a eu cette idée vers 1978. L’avantage est double: allègement d’une part, et de l’autre une plus grande rigidité de l’élément final ; chacun sait bien qu’un tube, s’il ne s’ovalise pas, est plus rigide qu’une barre.
Le creusement des brins
Le procédé de creusement
Les brins taillés sont disposés côte à côte, face de l’écorce en bas, sur des adhésifs (trois ou quatre) disposés en travers: ruban adhésif de carrossier par exemple.
Des plaquettes de bois recouvertes de mousse pour protéger le bambou sont disposées avec des serre-joints que l’on déplace au fur et à mesure du creusement et qui bloquent les brins de part et d’autre de l’endroit que l’on creuse.
Comme on ne creuse pas à hauteur des noeuds, les distances entre ceux-ci sont divisées de telle façon qu’on ait de alvéoles de 5 à 6 centimètres, avec des points de contact de 2 millimètres à la base, où le bambou n’est pas entaillé.
Par exemple: trois alvéoles de 6 centimètres avec deux points de contact, entre deux noeuds distants de 18 centimètres.
Au niveau des noeuds, la partie non entaillée fait 1,5 à 2 centimètres à la base.
Il faut bien calculer l’emplacement de départ et de fin des parties alvéolées. Selon le mode d’assemblage (virole, sifflet ou tenon), on ménagera des parties pleines.
De même, je ne commence pas les alvéoles à moins de 5 centimètres de la sortie de la poignée, et ne creuse pas au niveau de celle-ci, ne serait-ce que parce que le bambou y est fréquemment remplacé par une fibre de verre ou de carbone.
Il est utile de disposer de chaque côté des brins des cales (plaques de métal) ayant l’épaisseur que l’on souhaite laisser sur le brin. Cette épaisseur varie de 1,5 à moins de 1 millimètre, et s’arrête à environ 25 centimètres de la tête de scion, avec des alvéoles de plus en plus courts.
Pour la taille, j’utilise d’abord un tranchet de luthier (un tranchet de cordonnier fait l’affaire) pour enlever un copeau de bois, puis je termine à la lime ou au racloir.
Il faudra veiller à bien dégager la poudre de bambou et les esquilles de bois que le creusement peut avoir laissés entre les brins, afin que ces copeaux ne se retrouvent pas au moment du collage. Les brins sont maintenant prêts à être encollés et assemblés
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:19
Les types de colles pour bambou
Nous n’avons jusqu’ici utilisé que deux types de colles; les époxy et les résorcines.
Note 2006: : depuis, il y a les polyuréthanes. Elles sont moins puissantes que les époxy ou les résorcines, mais ont l’avantage de s’expanser dans les alvéoles, renforçant ainsi la cohésion et la solidité. Elles sont toutefois un peu fragiles pour les assemblages "en sifflet".
Les époxy
Essentiellement l’Araldite Standard, bien mélangée dans un petit récipient reposant sur des glaçons afin de retarder la prise. L’avantage de cette colle est qu’on n’a pas besoin de trop se presser, tant pour l’encollage que pour l’assemblage et le dressage de l’élément.
Son emploi est facile et on la trouve partout. Il faut seulement veiller à ce qu’elle soit fraîche, donc de stockage récent. C’est de plus la meilleure colle pour toute réparation à faire sur une canne.
Mais l’inconvénient existe, et tient essentiellement au fait que la colle époxy est sensible à la chaleur, ce qui rend difficile le dressage à chaud d’un élément collé. Il reste toutefois possible de redresser un élément à l’aide d’un sèche-cheveux. Pour la même raison, une canne assemblée à la colle époxy supporte assez mal les voitures l’été, sans qu’il faille exagérer sa fragilité à ce niveau.
Les résorcines
Ce sont des résines composées d’un liquide transparent ou d’une poudre blanche et d’un liquide épais brun-rouge, mélangés dans des proportions variables selon les fabricants.
Il en existe de deux sortes les "normales" et les "estivales". Les secondes sont préférables car elles ont une prise de colle moins rapide (la prise de la résorcine "normale" intervient en moyenne à peine dix minutes après l’encollage, ce qui est fort peu).
Cette colle est très puissante et, une fois stabilisée (quelques jours), elle permet les redressements à chaud, toujours dangereux avec les résines époxy.
Il y a toutefois des inconvénients dans l’utilisation des résorcines: le plus petit défaut, la plus petite esquille, et le joint de collage se voit, de couleur brun-rouge. Ce défaut est surtout visible avec les éléments de couleur claire, ce qui est peu fréquent avec les cannes imprégnées; la prise est plus rapide, nous l’avons déjà dit, qu’avec des colles époxy, et donc on a moins de temps pour assembler et faire un premier dressage.
Dans le cas de résorcine "estivale", on dispose de 15’ à 30’ selon la température ambiante. C’est assez peu mais suffisant lorsqu’on utilise une machine à assembler.
Cette colle se distribue en pots de 1 à 25 kilogrammes pour la résine. C’est trop si l’on songe qu’on en utilise très peu à chaque fois (à peine 50 grammes de mélange, dont la majorité sera perdue) et que la résine n a qu’une durée de vie assez brève : environ 18 mois dans un endroit frais et à l’abri de la lumière; c’est une colle très salissante et qui a un effet relativement corrosif sur les mains.
Les qualités l’emportent sur les défauts, même si je me remets à apprécier l’Araldite et sa facilité d’emploi.
Les distributeurs de résorcine enjoignent dans leurs notices d’effectuer le mélange des éléments par parties pondérales ou volumétriques. Nous préférons la première solution. D’autre part, il existe plusieurs durcisseurs, selon leur degré de viscosité et de thixotropie.
Après plusieurs essais, et quelques déboires, nous nous sommes fixés un durcisseur qui donne au mélange une viscosité moyenne comprise entre 1500 et 3500 CPO (viscosimètre Brookfield RVT à l0t/mn). Il est souvent utile de tamiser la poudre.
La machine à assembler les bambous
Les photos en expliquent le fonctionnement; quant au plan on le concevra, en ce qui concerne les dimensions, selon le diamètre des poulies dont on dispose. Les parties importantes de la machine sont en laiton, en particulier les berceaux, afin de se nettoyer plus facilement (effets corrosifs de la résorcine); on peut imaginer de construire la machine en duralumin.
Les parties de berceaux sur lesquels repose l’élément en cours d’assemblage sont recouvertes de plastique afin de protéger les arêtes vives du bambou.
Ces dernières années j'ai apporté un certain nombre de modifications sur deux points essentiels, à la machine de Garrison qui ne me donnait pas entièrement satisfaction.
Le premier est la suppression de la courroie dont la fabrication, malgré le procédé de courroie sans nœud, pose toujours des problèmes. Il est remplacé par un moulinet d'un côté, et une bobine réceptrice de l'autre, dont la manivelle entraîne un fil tressé, que nous appellerons câble, en provenance du moulinet.
Ce moulinet doit avoir un frein efficace et régulier: toute variation de tension du câble d'entraînement se traduit par une amorce de vrillage, de même que tout freinage intempestif du fil de ligature.
Pour ce qui est du câble, il doit avoir deux qualités contradictoires: être le plus fin possible malgré une résistance élevée, et en même temps avoir suffisamment de "grain" pour ne pas glisser sur un élément, ce qui provoquerait un vrillage.
L'avantage du système moulinet/bobine réceptrice, c'est qu'on n'a pas de risque de voir la courroie patiner comme cela peut se produire dans le système de Garrison.
Note 2006 : une ligne de réserve (backing) pour la pêche au "gros" fournit un bon câble d’entraînement.
Description et construction de la machine à assembler.
La bâti de la machine est fait à partir d'une tôle de laiton ou d'alu (dimensions 30 x 25 cm) pliée, sur laquelle sont fixés un certain nombre d'éléments:
*1-Des berceaux à écartement réglable;
de cet écartement dépend le nombre de spires; un bon réglage moyen est de 8 ou 9 mm. La réalisation des berceaux peut se faire à partir d'une seule plaque de laiton ou de dural de dimensions 16 x 5 cm. dans laquelle sont pratiqués deux trous de diamètre 20mm. à environ un centimètre de chacune des extrémités supérieure et inférieure de la plaque prise dans le sens de sa longueur.
Celle-ci est ensuite coupée dans le sens de la longueur en passant au centre des trous. Il ne reste plus qu'à percer les trous excentriques de fixation sur le bâti, puis plier chaque berceau obtenu pour lui donner la forme ad-hoc.
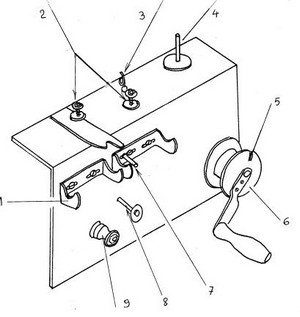
Le dessus des berceaux, sur lequel reposeront les brins en collage-ligaturage, peut être recouvert par du plastique (un petit tuyau fendu en long et collé) afin de protéger les angles du bambou lors de leur passage (ce n'est pas indispensable et Garrison ne le faisait pas).
D'autre part, si la partie centrale des berceaux doit être bien alignée sur le plan horizontal, il est préférable que les extrémités extérieures, alignées elles aussi l'une par rapport à l'autre, se trouvent très légèrement plus bas que la partie centrale.
On peut éventuellement remplacer les berceaux en laiton par de simples tiges rondes: c'est plus simple et le résultat est le même.
Au-delà du berceau de droite, j'installe une gouttière de réception pour l'élément ligaturé. Lorsque j'encolle les brins, je ne mets pas de colle sur les deux derniers centimètres de la partie la plus épaisse, celle qui sera présentée la première dans la machine, et sous laquelle se trouve un morceau d'adhésif qui ainsi ne se décolle pas et maintient les brins côte à côte.
Une fois encollés, les éléments sont assemblés plus facilement et on ne se met pas de colle sur les doigts. Le reste de l'élément est grossièrement assemblé puis enfilé dans un tube plastique (tube de passage de fils électriques). C'est ce tube qui est présenté à l'extrémité gauche des berceaux. Il évite aux brins qui ne sont pas encore serrés et assemblés de fouetter en tournant.
*2-Serre-fil de ligaturage.
Il s'agit de deux tiges dont les deux extrémités sont filetées. L'extrémité inférieure sert de fixation sur le bâti. On enfile ensuite sur la tige deux rondelles dont les bords sont chanfreinés, puis un ressort assez souple, une rondelle au-dessus, et enfin un écrou qui sert à régler la tension du fil à ligaturer. Cette tension n'a pas à être forte, et ce n'est pas elle qui fait le serrage des brins; en tout état de cause elle ne doit en aucun cas être supérieure à celle du cable d'assemblage. Il faut surtout veiller à ce que le fil arrive sans à-coup car sinon c'est le vrillage assuré. Le fil utilisé peut être de la simple ficelle de boucher, du fil de lin fort pour reliure, ou mieux encore du fil de réserve (backing) tressé.
*3-"Queue de cochon"
d'arrivée du fil. Réalisable à partir d'un morceau de tige filetée en laiton dont une partie a été affinée puis tordue.
*4-Porte-bobine de fil à ligaturer.
*5-Fente de fixation
du cable d'entraînement sur la bobine réceptrice.
*6-Bobine réceptrice et sa manivelle.
*7-Petite tige amovible.
Elle sert à empêcher le fléchissement (quelquefois la casse par cisaillement) des brins lors de l'assemblage, ce qui peut se produire avec des têtes de scion très fines.

Sur le croquis, elle est plus éloignée de la partie gauche du berceau que dans la réalité, pour des raisons de visibilité. On l'installe une fois le système d'entraînement prêt à tourner, de telle façon qu'elle ne laisse entre elle-même et le berceau que la place du câble d'entraînement.
Le sommet de cette tige doit se trouver à la même hauteur que le creux du berceau, pour des raisons évidentes d'alignement sur un même plan horizontal. Son "récepteur" sur le bâti est un morceau de tige laiton creuse filetée externe utilisée en électricité.
*8-Passage du retour du câble vers la bobine réceptrice.
Ce peut être une simple tige, ou une roulette.
Ce qui est important, c'est que sa partie située le plus à gauche doit se trouver à légèrement à gauche de la verticale de la face (interne) du berceau qui est la plus proche de la tige amovible (*7). Ce procédé réduit encore les risque de fléchissement des brins.
*9-Poulie de guidage d'arrivée du câble.
Sa partie située le plus à droite se trouve légèrement à gauche de la verticale de la face intérieure droite du berceau de gauche.
La machine prête à fonctionner
Les photos suivantes représentent la machine en position "tourne à gauche " et ‘’tourne à droite’’, avec le détail de passage du câble.
La fixation du fil de ligature (une boucle serrée très fort) se fait après passage du premier enroulement du câble autour des brins assemblés, puis on fait le deuxième enroulement du câble de façon à ce que la boucle du fil à ligaturer se trouve au milieu des spires du câble.
Un avantage considérable de cette transformation est que la machine est plus simple et facile à construire. Outre la petite tige anti-fléchissement à droite du berceau de droite (voir fiche Banqdo), le fait que la distribution du fil d'enroulement se fasse parfaitement et sans à-coup joue beaucoup dans le résultat; on veillera en particulier à ce que la tension donnée par le câble d'entraînement soit toujours nettement supérieure à celle du fil de ligature, et que cette tension de ce câble devienne moins importante quand on s'approche de la tête de scion.
Pour ceux qui restent fidèles à la courroie sans fin, le croquis d'après Planing Form (Arbeider), décrit un bon moyen de fabriquer soi-même une courroie sans fin qui soit solide et surtout sans épissure formant une surépaisseur.


Position tourne à gauche Position tourne à droite
Encollage et ligaturage
La mise en place des brins de bambou
Nous avons vu que, lors du creusement des brins, ceux-ci étaient installés côte à côte, la face externe maintenue sur le support par de l’adhésif. C’est dans la même disposition que l’on installera les brins lors de l’encollage.
Lors de l’installation des brins sur l’adhésif, on veillera à ce qu’ils soient bien jointifs afin qu’ils se mettent correctement en place quand on les assemblera. (…) Il est intéressant de calculer le sens de rotation des brins (et donc le sens de disposition de la courroie) de telle façon que lors de l’enroulement il suffise de saisir le bout dépassant de l’adhésif pour que celui-ci s’enlève.
Lorsque les brins sont disposés à plat, commence l’encollage. On aura eu soin de préparer un récipient contenant de l’eau chaude pour y nettoyer les pièces, et ses propres mains. L’encollage se pratique avec une brosse dure (brosse à peindre) voire, dans le cas d’utilisation de l’Araldite, avec une brosse à dents.
Il ne faut pas hésiter à charger en colle, en particulier en tête de scion. On enduira à partir du talon de l’élément, puisque c’est lui qui passe en premier dans la machine à assembler.
(…)
Nous n’avons jusqu’ici utilisé que deux types de colles; les époxy et les résorcines.
Note 2006: : depuis, il y a les polyuréthanes. Elles sont moins puissantes que les époxy ou les résorcines, mais ont l’avantage de s’expanser dans les alvéoles, renforçant ainsi la cohésion et la solidité. Elles sont toutefois un peu fragiles pour les assemblages "en sifflet".
Les époxy
Essentiellement l’Araldite Standard, bien mélangée dans un petit récipient reposant sur des glaçons afin de retarder la prise. L’avantage de cette colle est qu’on n’a pas besoin de trop se presser, tant pour l’encollage que pour l’assemblage et le dressage de l’élément.
Son emploi est facile et on la trouve partout. Il faut seulement veiller à ce qu’elle soit fraîche, donc de stockage récent. C’est de plus la meilleure colle pour toute réparation à faire sur une canne.
Mais l’inconvénient existe, et tient essentiellement au fait que la colle époxy est sensible à la chaleur, ce qui rend difficile le dressage à chaud d’un élément collé. Il reste toutefois possible de redresser un élément à l’aide d’un sèche-cheveux. Pour la même raison, une canne assemblée à la colle époxy supporte assez mal les voitures l’été, sans qu’il faille exagérer sa fragilité à ce niveau.
Les résorcines
Ce sont des résines composées d’un liquide transparent ou d’une poudre blanche et d’un liquide épais brun-rouge, mélangés dans des proportions variables selon les fabricants.
Il en existe de deux sortes les "normales" et les "estivales". Les secondes sont préférables car elles ont une prise de colle moins rapide (la prise de la résorcine "normale" intervient en moyenne à peine dix minutes après l’encollage, ce qui est fort peu).
Cette colle est très puissante et, une fois stabilisée (quelques jours), elle permet les redressements à chaud, toujours dangereux avec les résines époxy.
Il y a toutefois des inconvénients dans l’utilisation des résorcines: le plus petit défaut, la plus petite esquille, et le joint de collage se voit, de couleur brun-rouge. Ce défaut est surtout visible avec les éléments de couleur claire, ce qui est peu fréquent avec les cannes imprégnées; la prise est plus rapide, nous l’avons déjà dit, qu’avec des colles époxy, et donc on a moins de temps pour assembler et faire un premier dressage.
Dans le cas de résorcine "estivale", on dispose de 15’ à 30’ selon la température ambiante. C’est assez peu mais suffisant lorsqu’on utilise une machine à assembler.
Cette colle se distribue en pots de 1 à 25 kilogrammes pour la résine. C’est trop si l’on songe qu’on en utilise très peu à chaque fois (à peine 50 grammes de mélange, dont la majorité sera perdue) et que la résine n a qu’une durée de vie assez brève : environ 18 mois dans un endroit frais et à l’abri de la lumière; c’est une colle très salissante et qui a un effet relativement corrosif sur les mains.
Les qualités l’emportent sur les défauts, même si je me remets à apprécier l’Araldite et sa facilité d’emploi.
Les distributeurs de résorcine enjoignent dans leurs notices d’effectuer le mélange des éléments par parties pondérales ou volumétriques. Nous préférons la première solution. D’autre part, il existe plusieurs durcisseurs, selon leur degré de viscosité et de thixotropie.
Après plusieurs essais, et quelques déboires, nous nous sommes fixés un durcisseur qui donne au mélange une viscosité moyenne comprise entre 1500 et 3500 CPO (viscosimètre Brookfield RVT à l0t/mn). Il est souvent utile de tamiser la poudre.
La machine à assembler les bambous
Les photos en expliquent le fonctionnement; quant au plan on le concevra, en ce qui concerne les dimensions, selon le diamètre des poulies dont on dispose. Les parties importantes de la machine sont en laiton, en particulier les berceaux, afin de se nettoyer plus facilement (effets corrosifs de la résorcine); on peut imaginer de construire la machine en duralumin.
Les parties de berceaux sur lesquels repose l’élément en cours d’assemblage sont recouvertes de plastique afin de protéger les arêtes vives du bambou.
Ces dernières années j'ai apporté un certain nombre de modifications sur deux points essentiels, à la machine de Garrison qui ne me donnait pas entièrement satisfaction.
Le premier est la suppression de la courroie dont la fabrication, malgré le procédé de courroie sans nœud, pose toujours des problèmes. Il est remplacé par un moulinet d'un côté, et une bobine réceptrice de l'autre, dont la manivelle entraîne un fil tressé, que nous appellerons câble, en provenance du moulinet.
Ce moulinet doit avoir un frein efficace et régulier: toute variation de tension du câble d'entraînement se traduit par une amorce de vrillage, de même que tout freinage intempestif du fil de ligature.
Pour ce qui est du câble, il doit avoir deux qualités contradictoires: être le plus fin possible malgré une résistance élevée, et en même temps avoir suffisamment de "grain" pour ne pas glisser sur un élément, ce qui provoquerait un vrillage.
L'avantage du système moulinet/bobine réceptrice, c'est qu'on n'a pas de risque de voir la courroie patiner comme cela peut se produire dans le système de Garrison.
Note 2006 : une ligne de réserve (backing) pour la pêche au "gros" fournit un bon câble d’entraînement.
Description et construction de la machine à assembler.
La bâti de la machine est fait à partir d'une tôle de laiton ou d'alu (dimensions 30 x 25 cm) pliée, sur laquelle sont fixés un certain nombre d'éléments:
*1-Des berceaux à écartement réglable;
de cet écartement dépend le nombre de spires; un bon réglage moyen est de 8 ou 9 mm. La réalisation des berceaux peut se faire à partir d'une seule plaque de laiton ou de dural de dimensions 16 x 5 cm. dans laquelle sont pratiqués deux trous de diamètre 20mm. à environ un centimètre de chacune des extrémités supérieure et inférieure de la plaque prise dans le sens de sa longueur.
Celle-ci est ensuite coupée dans le sens de la longueur en passant au centre des trous. Il ne reste plus qu'à percer les trous excentriques de fixation sur le bâti, puis plier chaque berceau obtenu pour lui donner la forme ad-hoc.
Le dessus des berceaux, sur lequel reposeront les brins en collage-ligaturage, peut être recouvert par du plastique (un petit tuyau fendu en long et collé) afin de protéger les angles du bambou lors de leur passage (ce n'est pas indispensable et Garrison ne le faisait pas).
D'autre part, si la partie centrale des berceaux doit être bien alignée sur le plan horizontal, il est préférable que les extrémités extérieures, alignées elles aussi l'une par rapport à l'autre, se trouvent très légèrement plus bas que la partie centrale.
On peut éventuellement remplacer les berceaux en laiton par de simples tiges rondes: c'est plus simple et le résultat est le même.
Au-delà du berceau de droite, j'installe une gouttière de réception pour l'élément ligaturé. Lorsque j'encolle les brins, je ne mets pas de colle sur les deux derniers centimètres de la partie la plus épaisse, celle qui sera présentée la première dans la machine, et sous laquelle se trouve un morceau d'adhésif qui ainsi ne se décolle pas et maintient les brins côte à côte.
Une fois encollés, les éléments sont assemblés plus facilement et on ne se met pas de colle sur les doigts. Le reste de l'élément est grossièrement assemblé puis enfilé dans un tube plastique (tube de passage de fils électriques). C'est ce tube qui est présenté à l'extrémité gauche des berceaux. Il évite aux brins qui ne sont pas encore serrés et assemblés de fouetter en tournant.
*2-Serre-fil de ligaturage.
Il s'agit de deux tiges dont les deux extrémités sont filetées. L'extrémité inférieure sert de fixation sur le bâti. On enfile ensuite sur la tige deux rondelles dont les bords sont chanfreinés, puis un ressort assez souple, une rondelle au-dessus, et enfin un écrou qui sert à régler la tension du fil à ligaturer. Cette tension n'a pas à être forte, et ce n'est pas elle qui fait le serrage des brins; en tout état de cause elle ne doit en aucun cas être supérieure à celle du cable d'assemblage. Il faut surtout veiller à ce que le fil arrive sans à-coup car sinon c'est le vrillage assuré. Le fil utilisé peut être de la simple ficelle de boucher, du fil de lin fort pour reliure, ou mieux encore du fil de réserve (backing) tressé.
*3-"Queue de cochon"
d'arrivée du fil. Réalisable à partir d'un morceau de tige filetée en laiton dont une partie a été affinée puis tordue.
*4-Porte-bobine de fil à ligaturer.
*5-Fente de fixation
du cable d'entraînement sur la bobine réceptrice.
*6-Bobine réceptrice et sa manivelle.
*7-Petite tige amovible.
Elle sert à empêcher le fléchissement (quelquefois la casse par cisaillement) des brins lors de l'assemblage, ce qui peut se produire avec des têtes de scion très fines.
Sur le croquis, elle est plus éloignée de la partie gauche du berceau que dans la réalité, pour des raisons de visibilité. On l'installe une fois le système d'entraînement prêt à tourner, de telle façon qu'elle ne laisse entre elle-même et le berceau que la place du câble d'entraînement.
Le sommet de cette tige doit se trouver à la même hauteur que le creux du berceau, pour des raisons évidentes d'alignement sur un même plan horizontal. Son "récepteur" sur le bâti est un morceau de tige laiton creuse filetée externe utilisée en électricité.
*8-Passage du retour du câble vers la bobine réceptrice.
Ce peut être une simple tige, ou une roulette.
Ce qui est important, c'est que sa partie située le plus à gauche doit se trouver à légèrement à gauche de la verticale de la face (interne) du berceau qui est la plus proche de la tige amovible (*7). Ce procédé réduit encore les risque de fléchissement des brins.
*9-Poulie de guidage d'arrivée du câble.
Sa partie située le plus à droite se trouve légèrement à gauche de la verticale de la face intérieure droite du berceau de gauche.
La machine prête à fonctionner
Les photos suivantes représentent la machine en position "tourne à gauche " et ‘’tourne à droite’’, avec le détail de passage du câble.
La fixation du fil de ligature (une boucle serrée très fort) se fait après passage du premier enroulement du câble autour des brins assemblés, puis on fait le deuxième enroulement du câble de façon à ce que la boucle du fil à ligaturer se trouve au milieu des spires du câble.
Un avantage considérable de cette transformation est que la machine est plus simple et facile à construire. Outre la petite tige anti-fléchissement à droite du berceau de droite (voir fiche Banqdo), le fait que la distribution du fil d'enroulement se fasse parfaitement et sans à-coup joue beaucoup dans le résultat; on veillera en particulier à ce que la tension donnée par le câble d'entraînement soit toujours nettement supérieure à celle du fil de ligature, et que cette tension de ce câble devienne moins importante quand on s'approche de la tête de scion.
Pour ceux qui restent fidèles à la courroie sans fin, le croquis d'après Planing Form (Arbeider), décrit un bon moyen de fabriquer soi-même une courroie sans fin qui soit solide et surtout sans épissure formant une surépaisseur.
Position tourne à gauche Position tourne à droite
Encollage et ligaturage
La mise en place des brins de bambou
Nous avons vu que, lors du creusement des brins, ceux-ci étaient installés côte à côte, la face externe maintenue sur le support par de l’adhésif. C’est dans la même disposition que l’on installera les brins lors de l’encollage.
Lors de l’installation des brins sur l’adhésif, on veillera à ce qu’ils soient bien jointifs afin qu’ils se mettent correctement en place quand on les assemblera. (…) Il est intéressant de calculer le sens de rotation des brins (et donc le sens de disposition de la courroie) de telle façon que lors de l’enroulement il suffise de saisir le bout dépassant de l’adhésif pour que celui-ci s’enlève.
Lorsque les brins sont disposés à plat, commence l’encollage. On aura eu soin de préparer un récipient contenant de l’eau chaude pour y nettoyer les pièces, et ses propres mains. L’encollage se pratique avec une brosse dure (brosse à peindre) voire, dans le cas d’utilisation de l’Araldite, avec une brosse à dents.
Il ne faut pas hésiter à charger en colle, en particulier en tête de scion. On enduira à partir du talon de l’élément, puisque c’est lui qui passe en premier dans la machine à assembler.
(…)
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:25
L’opération d’encollage effectuée, il faut saisir les adhésifs et assembler les brins, en commençant par le talon. On doit veiller à ne pas ôter de la colle avec les doigts, ce qui est plus facile à écrire qu’à faire. Il n’est pas toujours facile non plus de disposer correctement les brins, qui ont tendance, vers le scion, à se chevaucher. Une fois cet assemblage réalisé, on peut présenter le talon dans la machine.
Lorsqu'on va passer un élément dans la machine à assembler, il est pratique de l'enfiler dans un morceau de tube PVC, du type de ceux qui sont utilisés en électricité ; le tube permet aussi aux brins de ne pas "fouetter" lors de la rotation que provoque la machine.
Les brins étant relativement serrés se mettent en place tout seuls et il n'y a donc à manipuler que le bout de l'élément pour mettre en place l'assemblage des six brins. Je ne mets pas de colle sur la partie où se trouve l'adhésif qui sert à mettre les brins en place.
On commence par enrouler la courroie autour de l’élément, repérant bien dans quel sens l’enroulement va se faire. Nous commençons toujours par un "’tourne à gauche"’, non qu’il soit plus important ou utile de commencer par ce sens-là, mais parce qu’il faut en choisir un, et s’y tenir afin d’éviter de se trouver en situation de ne pas savoir par quel sens on avait commencé.
On serait obligé alors de le déduire du sens d’enroulement du fil d’assemblage, d’où perte de temps en déductions, supputations, et énervement.

La machine en fonctionnement lors du deuxième ligaturage. Pour la photographie, le fil d’assemblage utilisé est de la ficelle de boucher.
Malgré son conditionnel, tout le passage précédent a un côté "vécu" qui, je l’espère, ne vous aura pas échappé.
La courroie étant disposée, on prend le fil au bout duquel on aura eu soin de préparer une boucle auto-serrante, et on passe ce fil sous la courroie, au-delà du berceau de droite, afin de le coincer sous celle-ci. On enfile la boucle sur le bout de l’élément, on le serre, et l’enroulement peut commencer, qui est expliqué dans la description de la machine à assembler.
Assemblage à la main
Disons-le tout de suite : l’assemblage à la main est infiniment plus long et difficile que l’assemblage à la machine, et il est peu compatible avec l’emploi des résorcines, même "estivales".
Pour le ligaturage, il convient que le fil soit tendu car c’est lui qui fera pression sur les brins. On peut, soit fixer dans un étau un moulinet au frein réglé assez dur, soit installer le fil attaché en un point de la pièce et passant par des points fixes (poignées de fenêtre). Si l’on utilise de l’Araldite, on aura la possibilité de se servir de fil de nylon (30 centièmes) qui, peu visible, gêne moins la "visée" lors du dressage. La résorcine, elle, attaque le nylon, et on risque la casse.
Lors de l’assemblage-ligaturage, qui se pratique comme en machine par aller-retour du fil le long du brin, il faut veiller à maintenir une tension régulière — et forte — du fil, mais ne pas trop serrer les brins avec les doigts, car il y a risque d’enfoncement d’un des brins par rapport aux cinq autres. Ce genre de désagrément (qui condamne le brin) est plus fréquent avec les résorcines qu’avec les époxydes, qui sont plus fluides.
Le séchage
Afin d’accélérer la prise de la colle, on peut envisager de construire un séchoir à partir d’une ampoule électrique de 75 ou 100 W, d’une boite de conserve sans couvercle ni fond, et d’une caissette en bois avec prise d’air au pied et un trou au sommet permettant d’enfiler un tube, à l’intérieur duquel sera suspendu le brin en séchage. Le four, s’il peut être réglé à 70-80°,rend les mêmes services.
La montée en température n’est pas trop rapide, et la stabilité dans la température obtenue permet un séchage bien régulier, avec un gain de temps appréciable. Le passage au séchoir ne me paraît guère utile au-delà d’une dizaine d’heures.
Le vrillage a-t-il une influence sur l’action?
Non, car l’hexagone peut être assimilé à un cercle, et la résistance à la flexion est la même sur plats et sur angles. Mais le vrillage poserait alors des problèmes au niveau du placement des anneaux, sans oublier que les fibres ne travailleraient pas dans leur sens naturel.
Ce dernier inconvénient ne semble pas avoir arrêté le constructeur américain Letcher Lambuth qui produisit des cannes vrillées: au moment du collage il introduisait chaque élément dans un gabarit qui faisait faire à l’élément 1/6ème de tour entre chaque anneau, dont l’emplacement était donc prédéterminé. (…).
Le dressage
Il se pratique soit au moment du collage, avant que la colle ne durcisse, soit lorsque celle-ci est parfaitement prise. Tout dépend de la colle utilisée.
Dans le cas d’utilisation d’une résine époxy (Araldite Standard), il faut impérativement dresser immédiatement après ligaturage des brins collés. Les résines époxy supportent mal les redressements à chaud, c’est pourquoi celui-ci doit s’effectuer à froid, immédiatement après collage. On dispose d’environ 45 à 60 minutes selon la température ambiante.
Une fois le brin dressé, on le suspend quelques minutes avant de le vérifier de nouveau. On peut ensuite, soit laisser durcir la colle toute seule, soit enfiler le brin dans un séchoir comme décrit au chapitre précédent.
Ce système permet à la colle de polymériser plus vite. Dans le cas où un redressement à chaud s’avère indispensable, il est souhaitable de re-ligaturer le brin et de faire assez vite. On sent très bien le joint s’affaisser à la chaleur. Mais il reprend ses qualités mécaniques d’origine en refroidissant.
Une précaution supplémentaire est d’enrober le brin redressé de colle époxy fraîche et de faire fondre, avec un sèche-cheveux. La colle fondue pénètrera dans les joints.
Les colles résorcines permettent le redressement à chaud.
Ce n’est pas un de leurs moindres mérites. Toutefois le défaut de la qualité existe: dans le cas d’utilisation de la Résorcine Standard, on ne dispose que de très peu de temps avant la prise de la colle.
Il faut donc faire très vite pour le dressage à froid. Lors d’un collage de ce type, nous nous occupons surtout du vrillage du brin, qui se rattrape trop difficilement à chaud. En règle générale, on doit éviter de faire travailler une colle lorsqu’elle commence à prendre, afin qu’il n’y ait pas de contraintes internes préjudiciables à sa résistance future.
La résorcine estivale ne me paraît pas souffrir de ce défaut de prise rapide et apparaît donc comme la colle idéale à l’heure actuelle.
Note 2006 : les PU ont d’autres qualités.
Le dressage à froid
C’est donc celui qui s’effectue immédiatement après collage, sans qu’il soit nécessaire de chauffer le brin. On dispose d’un temps plus ou moins long selon le type de colle utilisée. Ce dressage ne doit pas durer au-delà du début de prise de la colle, moment qui est nettement perceptible.
Le dressage à froid me paraît nettement supérieur à celui effectué à chaud. Cette supériorité tient au fait que la fibre du bambou ne subit aucune contrainte, de quelque ordre que ce soit.
Le dressage à chaud
Il utilise la faculté qu’a le bambou de se déformer à la chaleur pour reprendre sa dureté en refroidissant.
Flamme, décapeur thermique
Le système idéal pour le dressage à chaud est formé d’une rampe à gaz droite avec de chaque côté des berceaux pour mettre des fibres à la chaleur sans qu’elles soient en contact avec la flamme.
Les berceaux doivent être réglables pour s’approcher plus ou moins de la chaleur, légèrement au-dessus du départ de la flamme. Un appareillage plus simple est constitué d’un réchaud à alcool surmonté d’un fin grillage. On peut en imaginer d’autres.
Depuis quelques temps nous utilisons un troisième moyen: le sèche-cheveux ou le décapeur thermique. Pratique et maniable, il permet d’opérer des redressements sans risque de voir la fibre brûler. Il est aussi plus précis, lorsqu’il s’agit de chauffer un endroit très localisé du brin à redresser.
Les techniques de dressage
Dès que les éléments sont collés et ligaturés, la première chose à regarder est leur vrillage éventuel.
En posant le brin à plat sur une table et en effectuant des torsions plus ou moins fortes en des points que seule l’expérience permet de déterminer, on remet les six faces bien à plat.
Il ne faut pas croire que, si une face vient d’être redressée, toutes ont suivi totalement. La vérification doit s’effectuer sur les six faces, mais ce travail est généralement rapide, sauf au bout des scions très fins où le plat, souvent englué de colle, est peu visible. Après le dévrillage, on prend la fibre et on s’en sert comme du canon d’un fusil avec lequel on viserait. Les défauts deviennent alors très apparents.
Ils sont de deux ordres:
- des courbures lentes affectant tout ou partie de la fibre. Ces courbes, de grande amplitude, se redressent plutôt à la main qu’à l’outil. A chaud, ces courbures se reprennent très bien avec un sèche-cheveux, même sur des cannes déjà montées et vernies; - des brisures, des angles brefs par rapport à la rectitude de la fibre. Ce sont les plus longs et les plus ennuyeux à rectifier. Ils ont généralement la forme de « S » aux angles plus ou moins nets. C’est pour les redresser que l’outil devient indispensable, car il permet une grande précision. À froid comme à chaud mais surtout à froid à cause des ligatures, il se produit des phénomènes optiques et de fatigue des yeux qui risquent de fausser la vision que l’on a d’une bonne rectitude. Aussi il est souvent nécessaire de changer de méthodes de visée:
- en retournant la fibre à dresser car on voit mal ce qui est plus proche de l’oeil et cela peut s’avérer désastreux au niveau des viroles. Le fait de tailler et de coller des brins plus longs que l’élément définitif pallie en partie cet inconvénient;
- en faisant tourner la fibre tenue verticalement à deux doigts par le haut. Les courbures apparaissent nettement dans la rotation.
Ne nous leurrons pas: le dressage est une opération longue, ennuyeuse et fatigante, et une rectitude totale est fort difficile à obtenir.
(..)
Le ponçage
Ayant franchi avec succès ce test, l’élément va être poncé, c est–à-dire qu’on va lui ôter ce qui lui reste de cuticule amorphe, ou "vernis naturel". On en profitera pour regarder si chacune des faces est bien plane sur toute sa longueur: un creux ou une bosse prononcée, et la notion d’action perd tout son sens, car il ne faut pas oublier que ce sont les cotes externes qui font le profil d’une canne, par définition.
Chez certains fabricants, ce ponçage est mécanique : la canne est promenée sur la bande d’une ponceuse. Ce procédé permet de masquer à bon compte des défauts, en particulier des bosses; et cela au détriment de la qualité puisque c’est l’émail du bambou qui est attaqué. Il ne faut toutefois pas exagérer cet inconvénient, et si des « bosses » légères se présentent, on peut les éliminer. Il n’y a rien à faire contre les « creux », qui condamnent l’élément ayant ce défaut.
Lorsqu’un élément collé est dressé et poncé, on vérifie ses cotes tous les 5 ou 10 centimètres. Cette mesure doit porter sur chacune des faces, ce qui donnera trois mesures d’épaisseur pour un même point de l’élément. Nous gardons comme tolérance 1/20 ème de millimètre pour le talon, moins pour le scion. Mais en fait, il faut préciser que cette tolérance s’applique à deux comparaisons: d’une part les différences entre les trois mesures pour un même point de l’élément, et de l’autre la cote que doit avoir l’élément au point donné par rapport au profil souhaité.
En pratique, c’est la première comparaison qui a le plus d’importance.
Pour revenir au ponçage, nous le réalisons avec du papier abrasif (ou de la toile émeri), assez fin, collé sur un parallélépipède en bois.
Il faut nettoyer assez souvent l’abrasif car il se « charge » vite de poussière de bambou. Il se dégage une assez bonne odeur camphrée de cette opération, une odeur qui sent la " finition".
Lorsqu'on va passer un élément dans la machine à assembler, il est pratique de l'enfiler dans un morceau de tube PVC, du type de ceux qui sont utilisés en électricité ; le tube permet aussi aux brins de ne pas "fouetter" lors de la rotation que provoque la machine.
Les brins étant relativement serrés se mettent en place tout seuls et il n'y a donc à manipuler que le bout de l'élément pour mettre en place l'assemblage des six brins. Je ne mets pas de colle sur la partie où se trouve l'adhésif qui sert à mettre les brins en place.
On commence par enrouler la courroie autour de l’élément, repérant bien dans quel sens l’enroulement va se faire. Nous commençons toujours par un "’tourne à gauche"’, non qu’il soit plus important ou utile de commencer par ce sens-là, mais parce qu’il faut en choisir un, et s’y tenir afin d’éviter de se trouver en situation de ne pas savoir par quel sens on avait commencé.
On serait obligé alors de le déduire du sens d’enroulement du fil d’assemblage, d’où perte de temps en déductions, supputations, et énervement.
La machine en fonctionnement lors du deuxième ligaturage. Pour la photographie, le fil d’assemblage utilisé est de la ficelle de boucher.
Malgré son conditionnel, tout le passage précédent a un côté "vécu" qui, je l’espère, ne vous aura pas échappé.
La courroie étant disposée, on prend le fil au bout duquel on aura eu soin de préparer une boucle auto-serrante, et on passe ce fil sous la courroie, au-delà du berceau de droite, afin de le coincer sous celle-ci. On enfile la boucle sur le bout de l’élément, on le serre, et l’enroulement peut commencer, qui est expliqué dans la description de la machine à assembler.
Assemblage à la main
Disons-le tout de suite : l’assemblage à la main est infiniment plus long et difficile que l’assemblage à la machine, et il est peu compatible avec l’emploi des résorcines, même "estivales".
Pour le ligaturage, il convient que le fil soit tendu car c’est lui qui fera pression sur les brins. On peut, soit fixer dans un étau un moulinet au frein réglé assez dur, soit installer le fil attaché en un point de la pièce et passant par des points fixes (poignées de fenêtre). Si l’on utilise de l’Araldite, on aura la possibilité de se servir de fil de nylon (30 centièmes) qui, peu visible, gêne moins la "visée" lors du dressage. La résorcine, elle, attaque le nylon, et on risque la casse.
Lors de l’assemblage-ligaturage, qui se pratique comme en machine par aller-retour du fil le long du brin, il faut veiller à maintenir une tension régulière — et forte — du fil, mais ne pas trop serrer les brins avec les doigts, car il y a risque d’enfoncement d’un des brins par rapport aux cinq autres. Ce genre de désagrément (qui condamne le brin) est plus fréquent avec les résorcines qu’avec les époxydes, qui sont plus fluides.
Le séchage
Afin d’accélérer la prise de la colle, on peut envisager de construire un séchoir à partir d’une ampoule électrique de 75 ou 100 W, d’une boite de conserve sans couvercle ni fond, et d’une caissette en bois avec prise d’air au pied et un trou au sommet permettant d’enfiler un tube, à l’intérieur duquel sera suspendu le brin en séchage. Le four, s’il peut être réglé à 70-80°,rend les mêmes services.
La montée en température n’est pas trop rapide, et la stabilité dans la température obtenue permet un séchage bien régulier, avec un gain de temps appréciable. Le passage au séchoir ne me paraît guère utile au-delà d’une dizaine d’heures.
Le vrillage a-t-il une influence sur l’action?
Non, car l’hexagone peut être assimilé à un cercle, et la résistance à la flexion est la même sur plats et sur angles. Mais le vrillage poserait alors des problèmes au niveau du placement des anneaux, sans oublier que les fibres ne travailleraient pas dans leur sens naturel.
Ce dernier inconvénient ne semble pas avoir arrêté le constructeur américain Letcher Lambuth qui produisit des cannes vrillées: au moment du collage il introduisait chaque élément dans un gabarit qui faisait faire à l’élément 1/6ème de tour entre chaque anneau, dont l’emplacement était donc prédéterminé. (…).
Le dressage
Il se pratique soit au moment du collage, avant que la colle ne durcisse, soit lorsque celle-ci est parfaitement prise. Tout dépend de la colle utilisée.
Dans le cas d’utilisation d’une résine époxy (Araldite Standard), il faut impérativement dresser immédiatement après ligaturage des brins collés. Les résines époxy supportent mal les redressements à chaud, c’est pourquoi celui-ci doit s’effectuer à froid, immédiatement après collage. On dispose d’environ 45 à 60 minutes selon la température ambiante.
Une fois le brin dressé, on le suspend quelques minutes avant de le vérifier de nouveau. On peut ensuite, soit laisser durcir la colle toute seule, soit enfiler le brin dans un séchoir comme décrit au chapitre précédent.
Ce système permet à la colle de polymériser plus vite. Dans le cas où un redressement à chaud s’avère indispensable, il est souhaitable de re-ligaturer le brin et de faire assez vite. On sent très bien le joint s’affaisser à la chaleur. Mais il reprend ses qualités mécaniques d’origine en refroidissant.
Une précaution supplémentaire est d’enrober le brin redressé de colle époxy fraîche et de faire fondre, avec un sèche-cheveux. La colle fondue pénètrera dans les joints.
Les colles résorcines permettent le redressement à chaud.
Ce n’est pas un de leurs moindres mérites. Toutefois le défaut de la qualité existe: dans le cas d’utilisation de la Résorcine Standard, on ne dispose que de très peu de temps avant la prise de la colle.
Il faut donc faire très vite pour le dressage à froid. Lors d’un collage de ce type, nous nous occupons surtout du vrillage du brin, qui se rattrape trop difficilement à chaud. En règle générale, on doit éviter de faire travailler une colle lorsqu’elle commence à prendre, afin qu’il n’y ait pas de contraintes internes préjudiciables à sa résistance future.
La résorcine estivale ne me paraît pas souffrir de ce défaut de prise rapide et apparaît donc comme la colle idéale à l’heure actuelle.
Note 2006 : les PU ont d’autres qualités.
Le dressage à froid
C’est donc celui qui s’effectue immédiatement après collage, sans qu’il soit nécessaire de chauffer le brin. On dispose d’un temps plus ou moins long selon le type de colle utilisée. Ce dressage ne doit pas durer au-delà du début de prise de la colle, moment qui est nettement perceptible.
Le dressage à froid me paraît nettement supérieur à celui effectué à chaud. Cette supériorité tient au fait que la fibre du bambou ne subit aucune contrainte, de quelque ordre que ce soit.
Le dressage à chaud
Il utilise la faculté qu’a le bambou de se déformer à la chaleur pour reprendre sa dureté en refroidissant.
Flamme, décapeur thermique
Le système idéal pour le dressage à chaud est formé d’une rampe à gaz droite avec de chaque côté des berceaux pour mettre des fibres à la chaleur sans qu’elles soient en contact avec la flamme.
Les berceaux doivent être réglables pour s’approcher plus ou moins de la chaleur, légèrement au-dessus du départ de la flamme. Un appareillage plus simple est constitué d’un réchaud à alcool surmonté d’un fin grillage. On peut en imaginer d’autres.
Depuis quelques temps nous utilisons un troisième moyen: le sèche-cheveux ou le décapeur thermique. Pratique et maniable, il permet d’opérer des redressements sans risque de voir la fibre brûler. Il est aussi plus précis, lorsqu’il s’agit de chauffer un endroit très localisé du brin à redresser.
Les techniques de dressage
Dès que les éléments sont collés et ligaturés, la première chose à regarder est leur vrillage éventuel.
En posant le brin à plat sur une table et en effectuant des torsions plus ou moins fortes en des points que seule l’expérience permet de déterminer, on remet les six faces bien à plat.
Il ne faut pas croire que, si une face vient d’être redressée, toutes ont suivi totalement. La vérification doit s’effectuer sur les six faces, mais ce travail est généralement rapide, sauf au bout des scions très fins où le plat, souvent englué de colle, est peu visible. Après le dévrillage, on prend la fibre et on s’en sert comme du canon d’un fusil avec lequel on viserait. Les défauts deviennent alors très apparents.
Ils sont de deux ordres:
- des courbures lentes affectant tout ou partie de la fibre. Ces courbes, de grande amplitude, se redressent plutôt à la main qu’à l’outil. A chaud, ces courbures se reprennent très bien avec un sèche-cheveux, même sur des cannes déjà montées et vernies; - des brisures, des angles brefs par rapport à la rectitude de la fibre. Ce sont les plus longs et les plus ennuyeux à rectifier. Ils ont généralement la forme de « S » aux angles plus ou moins nets. C’est pour les redresser que l’outil devient indispensable, car il permet une grande précision. À froid comme à chaud mais surtout à froid à cause des ligatures, il se produit des phénomènes optiques et de fatigue des yeux qui risquent de fausser la vision que l’on a d’une bonne rectitude. Aussi il est souvent nécessaire de changer de méthodes de visée:
- en retournant la fibre à dresser car on voit mal ce qui est plus proche de l’oeil et cela peut s’avérer désastreux au niveau des viroles. Le fait de tailler et de coller des brins plus longs que l’élément définitif pallie en partie cet inconvénient;
- en faisant tourner la fibre tenue verticalement à deux doigts par le haut. Les courbures apparaissent nettement dans la rotation.
Ne nous leurrons pas: le dressage est une opération longue, ennuyeuse et fatigante, et une rectitude totale est fort difficile à obtenir.
(..)
Le ponçage
Ayant franchi avec succès ce test, l’élément va être poncé, c est–à-dire qu’on va lui ôter ce qui lui reste de cuticule amorphe, ou "vernis naturel". On en profitera pour regarder si chacune des faces est bien plane sur toute sa longueur: un creux ou une bosse prononcée, et la notion d’action perd tout son sens, car il ne faut pas oublier que ce sont les cotes externes qui font le profil d’une canne, par définition.
Chez certains fabricants, ce ponçage est mécanique : la canne est promenée sur la bande d’une ponceuse. Ce procédé permet de masquer à bon compte des défauts, en particulier des bosses; et cela au détriment de la qualité puisque c’est l’émail du bambou qui est attaqué. Il ne faut toutefois pas exagérer cet inconvénient, et si des « bosses » légères se présentent, on peut les éliminer. Il n’y a rien à faire contre les « creux », qui condamnent l’élément ayant ce défaut.
Lorsqu’un élément collé est dressé et poncé, on vérifie ses cotes tous les 5 ou 10 centimètres. Cette mesure doit porter sur chacune des faces, ce qui donnera trois mesures d’épaisseur pour un même point de l’élément. Nous gardons comme tolérance 1/20 ème de millimètre pour le talon, moins pour le scion. Mais en fait, il faut préciser que cette tolérance s’applique à deux comparaisons: d’une part les différences entre les trois mesures pour un même point de l’élément, et de l’autre la cote que doit avoir l’élément au point donné par rapport au profil souhaité.
En pratique, c’est la première comparaison qui a le plus d’importance.
Pour revenir au ponçage, nous le réalisons avec du papier abrasif (ou de la toile émeri), assez fin, collé sur un parallélépipède en bois.
Il faut nettoyer assez souvent l’abrasif car il se « charge » vite de poussière de bambou. Il se dégage une assez bonne odeur camphrée de cette opération, une odeur qui sent la " finition".
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:26
Le montage de la canne en bambou refendu par assemblage direct
Les viroles sont le système d’assemblage le plus répandu pour les cannes à mouche. Elles ont fait leurs preuves, même si elles ont des défauts, dont celui de s’user (encore qu’on puisse y remédier assez facilement). Les reproches que l’on peut faire aux viroles sont de deux ordres:
- la masse, qui n’est pas négligeable (environ 10 grammes pour les viroles Pezon, autour de 3 à 5 grammes pour des viroles plus récentes),
- l’altération de la courbe de flexion par introduction d’une zone plus raide. Même peu apparent, ce défaut affecte beaucoup l’action, même si la virole a fait partie du calcul du profil.
L’idée d’assemblage en biseau, ou assemblage direct, que les Anglais appellent " spliced", est très ancienne, et elle est encore utilisée par des pêcheurs de saumon, qui réalisent l’assemblage par une ligature en fil, plus rarement par un ruban adhésif.
Cette technique est totalement tombée en désuétude, et c’est fort regrettable, car l’assemblage direct est le meilleur quant à l’action de la canne, et le plus solide dans tous les cas. La comparaison entre deux cannes de profil identique mais d’assemblage différent (virole ou direct) donne sans conteste possible l’avantage à l’assemblage direct en biseau. On a la sensation que la canne ainsi montée a 15 centimètres de plus, avec du poids en moins.
La virole a pour elle sa rapidité de montage, alors que pour l’assemblage direct, il faut le temps d’installer le ruban.
Mais ce dernier a l’avantage sur tous les autres points: légèreté, qualité de l’action, solidité de l’assemblage. Donc, ce qui handicape l’assemblage direct, c’est le temps nécessaire au montage, une à deux minutes au maximum! On frise le ridicule...
Il est vrai qu’il existe une catégorie de pêcheurs-météores, qui ne veulent pas perdre la moindre seconde dès qu’ils ont jailli de leur véhicule. Canne montée en deux mouvements, pantalons de pêche agressés (on peste contre les courroies!) et le stakhanoviste de la pêche se rue dans l’eau comme un couteau dans le beurre, sans même jeter le moindre regard à ce qui l’entoure.
Mais avec le nombre de poissons qu’il effraie assez loin autour de lui, il aura tout le temps après. Je ne m’adresse pas à ces gens-là, qui d’ailleurs, ne me liront sûrement pas. Et même si par quelque aberration ils ont ouvert ce livre, il y a longtemps qu’il est refermé.
Bien sûr, nous avons tous connu ces hâtes, ces préparations fébriles, ces départs fulgurants vers et dans la rivière... Et les longues attentes qui les suivent, parce que nous n’avons pas regardé les lieux, les postes, les insectes, l’ambiance en un mot.
Monter la canne, graisser si besoin la soie, enfiler sa tenue, tout cela fait déjà partie de notre séance de pêche, et permet de se préparer à entrer dans l’eau autrement que comme un hors-bord; plutôt comme une loutre en chasse, qui, après s’être lissé le pelage en observant soigneusement l’eau, se glisse doucement dans celle-ci.
Mise en oeuvre et taille du "sifflet"
Divers systèmes d’assemblage direct, ou « sifflet », ont été utilisés, mais le plus simple, pratique et facile à mettre en oeuvre est dû à Daniel Brémond. C’est celui qui est décrit ici.
En tout premier lieu, il faut prévoir chaque élément plus long de 8 à 10 centimètres au-delà de l’emplacement habituel de la virole.
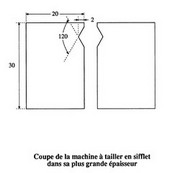
On taillera d’autre part dans un brin de bambou réformé deux brins de 15 à 20 centimètres, ayant l’habituelle section triangulaire. Chaque face du triangle aura comme largeur au moins celle de l’élément sur lequel la baguette sera collée. Ces baguettes servent de renforts sur la face opposée à celle où sera taillé le biseau : en général sur la face du " dessous" comme renfort de talon, dessus pour le scion.
Le renfort trouve sa justification dans le fait que l’affaiblissement apporté par la taille en biseau doit être compensé par ce renfort, dans le sens où la canne travaille. Nous verrons plus loin qu’en diminuant peu à peu ce renfort on obtient la courbe de flexion la plus régulière qu’il soit possible d’obtenir, donnant tout son sens à ce procédé d’assemblage.
La longueur du biseau dépend de l’épaisseur de l’élément qu’on installe dans la machine à tailler: en moyenne 15 centimètres de long pour 5,5 millimètres d’épaisseur (entre plats).

Pour l’avoir vu faire par Daniel Brémond, je sais qu’une taille en biseau "à main levée", sans machine, est possible.
J’admire et ne me sens pas capable d’en faire autant. Si l’on choisit cette solution, on pourra soi-même prendre la longueur du biseau que l’on désire.
On colle les renforts avant que la taille en biseau ait été faite. Il est facile de calculer la longueur des renforts, simplement en présentant un élément dans la machine. Le renfort sera collé, et l’assemblage maintenu pendant le séchage avec une ligature très serrée. Il est parfois utile de protéger le sommet du triangle que forme le renfort à l’aide d’une petite tôle pliée, ou un morceau de plastique, de façon que le fil de ligature "n’écrase" pas le sommet du triangle, en bambou moins raide puisque c’est le côté écorce du renfort qui est encollé (bien veiller à abattre la courbure externe de la section triangulaire pour former un "plat" réel de collage).

Une fois le renfort sec, il va falloir abattre tout ce qui pourrait dépasser de chaque côté de ce renfort, afin que sa section se trouve dans le prolongement des deux faces inclinées de part et d’autre de celle sur laquelle il est collé. Il faut faire très attention pour ne pas abîmer ces faces.

Après cela, l’élément est enfilé dans la machine à tailler. Il va peu à peu dépasser sur la face de coupe pour être taillé en biseau, à l’aide du rabot, puis de la lime et/ou du racloir.
Une fois le biseau réalisé, on fera un repère sur le scion et le talon indiquant le point exact de recoupement des éléments. Par diminutions successives des renforts et essais de flexions de la canne assemblée, on devra peu à peu obtenir une courbe de flexion régulière.

Pour réaliser l’assemblage, nous utilisons un ruban adhésif translucide. Le meilleur pour cette utilisation particulière me semble être le Scotch 550, en largeur 12 mm.
Il est enroulé mécaniquement autour d’un bobineau en bois dur. J’assemble les éléments en faisant deux enroulements croisés.

Comme je construis en général des cannes courtes, je les rentre en entier dans ma voiture lors des déplacements d’une journée de pêche.
L'assemblage par ténon
En 1982, au cours de conversations avec le peintre Jean-Claude Schaeffer, puis avec Claude Bodier, nous passions en revue les avantages et inconvénients des viroles et de l’assemblage direct, lorsque l’idée jaillit: pourquoi ne pas percer le scion et le talon, et faire un emmanchement avec une fibre de carbone ?
À l’origine, il me semblait que la fibre de carbone pouvait pénétrer directement dans le bambou; ce qui n’était pas une bonne option.
Je fis quelques essais de perçage qui ne menèrent à rien car il manquait l’essentiel: un tour à métaux de précision. Faute d’en posséder un, je "’laissai tomber", d’autant que Claude Bodier ne semblait pas trouver le système intéressant.

C’est en 1988 environ que Jacky Marquet reprit l’idée pour Pezon et Michel, et la perfectionna de façon décisive. Il comprit très vite qu’il fallait que le tenon (partie mâle) s’emmanchât non pas dans le bambou, mais dans une fibre de carbone ayant la même conicité ; cela supposait que le trou percé dans le bambou côté "femelle" soit nettement plus grand que le tenon, afin d’accueillir une fibre creuse.
Pour ces raisons, Jacky Marquet eut l’idée d’inverser l’emmanchement: le trou de la partie mâle (tenon) serait percé dans le scion, et c’est le talon qui accueillerait la fibre creuse.
C’est le système utilisé par Pezon et Michel, qui a pris un brevet, pour certaines séries de cannes.
Les avantages sont considérables: pour la première fois dans l’histoire du refendu, le montage de la canne s’effectue aussi facilement que pour les cannes en fibre artificielle, qui perdent là un de leurs rares avantages.
Au niveau de l’influence sur l’action, ce système se situe entre la peu pratique virole et l’assemblage direct, qui reste de loin le plus performant au plan de l’action.

Bien sûr, le lecteur aura compris que la mise en oeuvre d’un tel système d’assemblage nécessite un tour à métaux. On peut imaginer de préparer des alvéoles avant collage, et de les agrandir ensuite avec une mèche de perceuse. (…)
Dans le cas où l’on dispose d’un tour, il est impératif de respecter certaines règles:
- ne percer que dans du bambou plein. Les contraintes mécaniques occasionnées par le perçage sont très fortes, et on prendra soin de prévoir 1 à 2 centimètres de bambou plein au-delà du point extrême du futur perçage, avant les premiers alvéoles; les mâchoires d’un tour à métaux sont plus courtes que le perçage à effectuer, et lors de celui-ci l’élément risque de n’être pas bien maintenu ; il peut vriller ou, pire, éclater.
On aura donc soin d’effectuer une double ligature croisée tout le long de l’élément, et au-delà du point extrême de perçage. Cette ligature devra être très régulière pour que l’épaisseur en soit correctement répartie sur les six faces ; elle aura aussi comme avantage d’éviter que les mâchoires du tour ne "marquent" le bois.
L’élément bloqué d’un côté par les mâchoires traversera à l’autre bout de la broche un bouchon conique en liège qui l’empêchera de "battre" et de se désaxer;
- le perçage proprement dit se fera d’abord avec une mèche à centrer qui, comme son nom l’indique, permet à la mèche de perçage (mèche à métal) de se centrer automatiquement dans le début de trou obtenu avec la mèche à centrer.
Le perçage se fait lentement (150-250 t/mn) en faisant avancer la mèche de façon régulière, mais en s’interrompant très fréquemment pour évacuer la sciure qui a tendance à "bourrer", et pour qu’il n’y ait pas le moindre risque d’échauffement de la mèche. Si le début de l’opération peut s’effectuer avec une longueur de mèche normale, plus rigide, la totalité du perçage ne peut se faire qu’avec une mèche suffisamment longue. (…)
- la colle utilisée sera une époxy (Araldite), mais on l’utilisera selon certaines précautions.
Tout d’abord il est indispensable que l’ajustage entre le tenon et la fibre soit effectué avant le collage, en ménageant un rattrapage d’usure sur environ un demi-centimètre, ou moins si l’on prend la précaution de toujours frotter la partie mâle avec de la paraffine: on use ainsi la paraffine et non le carbone.
La fibre creuse sera ensuite légèrement poncée afin que la colle époxy prenne mieux. D’autre part il faut encoller la fibre, au moment du collage, et non le trou de réception, car on courrait le risque de voir de la colle pénétrer à l’intérieur de la fibre. Alors, adieu l’emmanchement!
- pour une canne dont l’épaisseur est comprise entre 5 millimètres et 6,5 millimètres au niveau de l’assemblage, le tenon en carbone pourra avoir entre 3,5 et 4,5 millimètres de diamètre de carbone plein.
Bien sûr les puristes, les « intégristes» du bambou, objecteront que cet assemblage carbone n’est pas digne du noble matériau, et qu’il est laid, ce qui n’est pas dénué de fondement.
Mais, outre qu’on peut masquer la partie apparente du carbone par du liège, je ne puis que répéter que, si j’apprécie la beauté formelle du bambou, ce sont d’abord ses qualités mécaniques et les possibilités qu’il offre qui font que je le préfère aux fibres artificielles. Une belle Citroën "traction avant" est plus jolie, et moins performante qu’une voiture récente de la même marque ou d’une autre; une canne moderne en refendu est plus belle ET plus performante qu’une canne en fibres artificielles.
Parler seulement de la "noblesse" du bambou c’est, quelque part, l’enterrer. L’emmanchement carbone est pratique, donc je l’adopte ; je le préfèrerais de même couleur que le bambou, et c’est tout
Les viroles sont le système d’assemblage le plus répandu pour les cannes à mouche. Elles ont fait leurs preuves, même si elles ont des défauts, dont celui de s’user (encore qu’on puisse y remédier assez facilement). Les reproches que l’on peut faire aux viroles sont de deux ordres:
- la masse, qui n’est pas négligeable (environ 10 grammes pour les viroles Pezon, autour de 3 à 5 grammes pour des viroles plus récentes),
- l’altération de la courbe de flexion par introduction d’une zone plus raide. Même peu apparent, ce défaut affecte beaucoup l’action, même si la virole a fait partie du calcul du profil.
L’idée d’assemblage en biseau, ou assemblage direct, que les Anglais appellent " spliced", est très ancienne, et elle est encore utilisée par des pêcheurs de saumon, qui réalisent l’assemblage par une ligature en fil, plus rarement par un ruban adhésif.
Cette technique est totalement tombée en désuétude, et c’est fort regrettable, car l’assemblage direct est le meilleur quant à l’action de la canne, et le plus solide dans tous les cas. La comparaison entre deux cannes de profil identique mais d’assemblage différent (virole ou direct) donne sans conteste possible l’avantage à l’assemblage direct en biseau. On a la sensation que la canne ainsi montée a 15 centimètres de plus, avec du poids en moins.
La virole a pour elle sa rapidité de montage, alors que pour l’assemblage direct, il faut le temps d’installer le ruban.
Mais ce dernier a l’avantage sur tous les autres points: légèreté, qualité de l’action, solidité de l’assemblage. Donc, ce qui handicape l’assemblage direct, c’est le temps nécessaire au montage, une à deux minutes au maximum! On frise le ridicule...
Il est vrai qu’il existe une catégorie de pêcheurs-météores, qui ne veulent pas perdre la moindre seconde dès qu’ils ont jailli de leur véhicule. Canne montée en deux mouvements, pantalons de pêche agressés (on peste contre les courroies!) et le stakhanoviste de la pêche se rue dans l’eau comme un couteau dans le beurre, sans même jeter le moindre regard à ce qui l’entoure.
Mais avec le nombre de poissons qu’il effraie assez loin autour de lui, il aura tout le temps après. Je ne m’adresse pas à ces gens-là, qui d’ailleurs, ne me liront sûrement pas. Et même si par quelque aberration ils ont ouvert ce livre, il y a longtemps qu’il est refermé.
Bien sûr, nous avons tous connu ces hâtes, ces préparations fébriles, ces départs fulgurants vers et dans la rivière... Et les longues attentes qui les suivent, parce que nous n’avons pas regardé les lieux, les postes, les insectes, l’ambiance en un mot.
Monter la canne, graisser si besoin la soie, enfiler sa tenue, tout cela fait déjà partie de notre séance de pêche, et permet de se préparer à entrer dans l’eau autrement que comme un hors-bord; plutôt comme une loutre en chasse, qui, après s’être lissé le pelage en observant soigneusement l’eau, se glisse doucement dans celle-ci.
Mise en oeuvre et taille du "sifflet"
Divers systèmes d’assemblage direct, ou « sifflet », ont été utilisés, mais le plus simple, pratique et facile à mettre en oeuvre est dû à Daniel Brémond. C’est celui qui est décrit ici.
En tout premier lieu, il faut prévoir chaque élément plus long de 8 à 10 centimètres au-delà de l’emplacement habituel de la virole.
On taillera d’autre part dans un brin de bambou réformé deux brins de 15 à 20 centimètres, ayant l’habituelle section triangulaire. Chaque face du triangle aura comme largeur au moins celle de l’élément sur lequel la baguette sera collée. Ces baguettes servent de renforts sur la face opposée à celle où sera taillé le biseau : en général sur la face du " dessous" comme renfort de talon, dessus pour le scion.
Le renfort trouve sa justification dans le fait que l’affaiblissement apporté par la taille en biseau doit être compensé par ce renfort, dans le sens où la canne travaille. Nous verrons plus loin qu’en diminuant peu à peu ce renfort on obtient la courbe de flexion la plus régulière qu’il soit possible d’obtenir, donnant tout son sens à ce procédé d’assemblage.
La longueur du biseau dépend de l’épaisseur de l’élément qu’on installe dans la machine à tailler: en moyenne 15 centimètres de long pour 5,5 millimètres d’épaisseur (entre plats).
Pour l’avoir vu faire par Daniel Brémond, je sais qu’une taille en biseau "à main levée", sans machine, est possible.
J’admire et ne me sens pas capable d’en faire autant. Si l’on choisit cette solution, on pourra soi-même prendre la longueur du biseau que l’on désire.
On colle les renforts avant que la taille en biseau ait été faite. Il est facile de calculer la longueur des renforts, simplement en présentant un élément dans la machine. Le renfort sera collé, et l’assemblage maintenu pendant le séchage avec une ligature très serrée. Il est parfois utile de protéger le sommet du triangle que forme le renfort à l’aide d’une petite tôle pliée, ou un morceau de plastique, de façon que le fil de ligature "n’écrase" pas le sommet du triangle, en bambou moins raide puisque c’est le côté écorce du renfort qui est encollé (bien veiller à abattre la courbure externe de la section triangulaire pour former un "plat" réel de collage).
Une fois le renfort sec, il va falloir abattre tout ce qui pourrait dépasser de chaque côté de ce renfort, afin que sa section se trouve dans le prolongement des deux faces inclinées de part et d’autre de celle sur laquelle il est collé. Il faut faire très attention pour ne pas abîmer ces faces.
Après cela, l’élément est enfilé dans la machine à tailler. Il va peu à peu dépasser sur la face de coupe pour être taillé en biseau, à l’aide du rabot, puis de la lime et/ou du racloir.
Une fois le biseau réalisé, on fera un repère sur le scion et le talon indiquant le point exact de recoupement des éléments. Par diminutions successives des renforts et essais de flexions de la canne assemblée, on devra peu à peu obtenir une courbe de flexion régulière.
Pour réaliser l’assemblage, nous utilisons un ruban adhésif translucide. Le meilleur pour cette utilisation particulière me semble être le Scotch 550, en largeur 12 mm.
Il est enroulé mécaniquement autour d’un bobineau en bois dur. J’assemble les éléments en faisant deux enroulements croisés.
Comme je construis en général des cannes courtes, je les rentre en entier dans ma voiture lors des déplacements d’une journée de pêche.
L'assemblage par ténon
En 1982, au cours de conversations avec le peintre Jean-Claude Schaeffer, puis avec Claude Bodier, nous passions en revue les avantages et inconvénients des viroles et de l’assemblage direct, lorsque l’idée jaillit: pourquoi ne pas percer le scion et le talon, et faire un emmanchement avec une fibre de carbone ?
À l’origine, il me semblait que la fibre de carbone pouvait pénétrer directement dans le bambou; ce qui n’était pas une bonne option.
Je fis quelques essais de perçage qui ne menèrent à rien car il manquait l’essentiel: un tour à métaux de précision. Faute d’en posséder un, je "’laissai tomber", d’autant que Claude Bodier ne semblait pas trouver le système intéressant.
C’est en 1988 environ que Jacky Marquet reprit l’idée pour Pezon et Michel, et la perfectionna de façon décisive. Il comprit très vite qu’il fallait que le tenon (partie mâle) s’emmanchât non pas dans le bambou, mais dans une fibre de carbone ayant la même conicité ; cela supposait que le trou percé dans le bambou côté "femelle" soit nettement plus grand que le tenon, afin d’accueillir une fibre creuse.
Pour ces raisons, Jacky Marquet eut l’idée d’inverser l’emmanchement: le trou de la partie mâle (tenon) serait percé dans le scion, et c’est le talon qui accueillerait la fibre creuse.
C’est le système utilisé par Pezon et Michel, qui a pris un brevet, pour certaines séries de cannes.
Les avantages sont considérables: pour la première fois dans l’histoire du refendu, le montage de la canne s’effectue aussi facilement que pour les cannes en fibre artificielle, qui perdent là un de leurs rares avantages.
Au niveau de l’influence sur l’action, ce système se situe entre la peu pratique virole et l’assemblage direct, qui reste de loin le plus performant au plan de l’action.
Bien sûr, le lecteur aura compris que la mise en oeuvre d’un tel système d’assemblage nécessite un tour à métaux. On peut imaginer de préparer des alvéoles avant collage, et de les agrandir ensuite avec une mèche de perceuse. (…)
Dans le cas où l’on dispose d’un tour, il est impératif de respecter certaines règles:
- ne percer que dans du bambou plein. Les contraintes mécaniques occasionnées par le perçage sont très fortes, et on prendra soin de prévoir 1 à 2 centimètres de bambou plein au-delà du point extrême du futur perçage, avant les premiers alvéoles; les mâchoires d’un tour à métaux sont plus courtes que le perçage à effectuer, et lors de celui-ci l’élément risque de n’être pas bien maintenu ; il peut vriller ou, pire, éclater.
On aura donc soin d’effectuer une double ligature croisée tout le long de l’élément, et au-delà du point extrême de perçage. Cette ligature devra être très régulière pour que l’épaisseur en soit correctement répartie sur les six faces ; elle aura aussi comme avantage d’éviter que les mâchoires du tour ne "marquent" le bois.
L’élément bloqué d’un côté par les mâchoires traversera à l’autre bout de la broche un bouchon conique en liège qui l’empêchera de "battre" et de se désaxer;
- le perçage proprement dit se fera d’abord avec une mèche à centrer qui, comme son nom l’indique, permet à la mèche de perçage (mèche à métal) de se centrer automatiquement dans le début de trou obtenu avec la mèche à centrer.
Le perçage se fait lentement (150-250 t/mn) en faisant avancer la mèche de façon régulière, mais en s’interrompant très fréquemment pour évacuer la sciure qui a tendance à "bourrer", et pour qu’il n’y ait pas le moindre risque d’échauffement de la mèche. Si le début de l’opération peut s’effectuer avec une longueur de mèche normale, plus rigide, la totalité du perçage ne peut se faire qu’avec une mèche suffisamment longue. (…)
- la colle utilisée sera une époxy (Araldite), mais on l’utilisera selon certaines précautions.
Tout d’abord il est indispensable que l’ajustage entre le tenon et la fibre soit effectué avant le collage, en ménageant un rattrapage d’usure sur environ un demi-centimètre, ou moins si l’on prend la précaution de toujours frotter la partie mâle avec de la paraffine: on use ainsi la paraffine et non le carbone.
La fibre creuse sera ensuite légèrement poncée afin que la colle époxy prenne mieux. D’autre part il faut encoller la fibre, au moment du collage, et non le trou de réception, car on courrait le risque de voir de la colle pénétrer à l’intérieur de la fibre. Alors, adieu l’emmanchement!
- pour une canne dont l’épaisseur est comprise entre 5 millimètres et 6,5 millimètres au niveau de l’assemblage, le tenon en carbone pourra avoir entre 3,5 et 4,5 millimètres de diamètre de carbone plein.
Bien sûr les puristes, les « intégristes» du bambou, objecteront que cet assemblage carbone n’est pas digne du noble matériau, et qu’il est laid, ce qui n’est pas dénué de fondement.
Mais, outre qu’on peut masquer la partie apparente du carbone par du liège, je ne puis que répéter que, si j’apprécie la beauté formelle du bambou, ce sont d’abord ses qualités mécaniques et les possibilités qu’il offre qui font que je le préfère aux fibres artificielles. Une belle Citroën "traction avant" est plus jolie, et moins performante qu’une voiture récente de la même marque ou d’une autre; une canne moderne en refendu est plus belle ET plus performante qu’une canne en fibres artificielles.
Parler seulement de la "noblesse" du bambou c’est, quelque part, l’enterrer. L’emmanchement carbone est pratique, donc je l’adopte ; je le préfèrerais de même couleur que le bambou, et c’est tout
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Re: Fabrication de cannes en bambou refendu
ASheS Mer 3 Sep - 1:27
Les viroles
Les viroles actuelles sont presque toutes à base de maillechort (cuivre, zinc, nickel, plus fer et étain parfois) bruni à l’acide.
On s’est servi de viroles en cuivre ou en laiton nickelé un certain temps, et il m’arrive encore d’utiliser ces dernières pour réaliser les emmanchements de poignées de combat dans les cannes à saumon à une main ; mais les viroles à base de maillechort ont emporté la décision pour tous les constructeurs de belles cannes.
Elles sont relativement légères : environ 10,5 grammes pour un diamètre intérieur de 8 millimètres, et assez solides. Mais elles ne sont pas exemptes de défauts, dont le plus important est qu’elles altèrent l’action de la canne en introduisant un point raide.
Un autre défaut, et qui augmente le premier, est qu’elles sont trop longues, les fabricants ayant fait un compromis entre une légèreté souhaitable et une solidité qui doit être plus élevée que nécessaire afin de pouvoir convenir à tous les genres d’utilisateurs, même peu soigneux. Nous verrons plus loin comment pallier en partie l’un et l’autre de ces défauts.
De par la qualité de leur usinage, les viroles américaines me semblent, et de loin, supérieures aux françaises. Leur ajustage d’origine est parfait, et le résultat en est qu’elles ne s’usent pratiquement pas. Mais il est difficile de se les procurer, aussi est-on amené à se servir surtout des viroles françaises.
Elles sont d’ailleurs de bonne qualité en ce qui concerne l’alliage, mais il faut les préparer longuement, en particulier pour ce qui est de l’ajustage. De plus, elles s’usent vite si on ne prend pas la précaution de frotter la partie mâle avec de la paraffine avant utilisation.
En fait, ce problème des viroles est assez irritant, car la technologie actuelle permettrait de les fabriquer avec une plus grande précision, et peut-être avec des alliages plus performants.
Mais les viroles n’intéressent que ceux qui pratiquent le bambou, et sur notre vieux continent ils sont peu nombreux; ou bien ils pensent qu’il n’est pas nécessaire de se servir d’alliages nouveaux et d avoir une plus grande précision dans la fabrication de viroles montées sur un matériau — le bambou — qui leur paraît dépassé. Même s’ils vendent du refendu, ils croient que le jeu n’en vaut pas la chandelle, et n’innovent plus.
Note 2006: voir le site Le vieux moucheur pour se faire des viroles en maillechort ARCAP AP 1 D (moins de 4 grammes en 6mm).
L'allègement et la préparation des viroles
Nous avons déjà vu que les viroles sont en général trop renforcées — du moins pour un amateur soigneux de son matériel — et que leur longueur excessive casse l’action de la canne. Il est possible de les alléger en les raccourcissant. (…)
Le montage des viroles sur l'élément
En général, les cannes françaises ont des viroles dont le diamètre (intérieur virole femelle) est celui de l’élément talon, mesuré entre plats.
La partie de l’élément qui accueille la virole est donc légèrement tournée pour abattre les angles. Mais si l’on songe que dans un profil régulier, le bas du scion a la même épaisseur que le haut du talon, cela veut dire que le désépaississement du bas du scion sera augmenté de près d’un millimètre, car il doit pénétrer, non plus dans la virole femelle, mais dans la mâle, par définition plus petite pour sa partie intérieure, qui reçoit la fibre de bambou.
(…)
On peut aussi, pour faire cela, se servir de deux limes plates accolées et ligaturées par le bout alors qu’une cale les écarte au talon, et dont les pointes sont aussi ligaturées. Cela fait un outil abrasif dans lequel on peut faire tourner la partie à réduire. Il faut toutefois faire de fréquentes vérifications, car il y a des risques d’ovalisation. L’idéal est de disposer d’un tour à métaux.
Le bon diamètre est obtenu lorsque les viroles pénètrent sans trop forcer sur l’élément qui les accueille. La colle utilisée est à nouveau une résine époxyde (Araldite Standard). Et là encore le sèche-cheveux est bien utile pour fluidifier la résine.
Pour parfaire le collage, on ligature les languettes avec un fil de lin ou de métal à spires très serrées afin qu’elles adhèrent bien à la fibre. C’est important pour la beauté de la ligature qui les recouvrira.
Quand la colle est bien sèche, on réalise un premier assemblage qui permet de vérifier la rectitude de l’emmanchement, lequel nécessite fréquemment un dernier dressage de la fibre. On choisit à ce moment quels sont les "plats" du talon et du scion qui se prolongent le mieux et on les marque.
La canne étant munie d’un système d’assemblage est prête pour son habillage final.
Note 2007: Il est possible de se passer totalement de virole en modifiant le profil du scion de telle façon que son extrémité côté talon soit épaissie puis creusée avant collage (comme pour réaliser un alvéole) pour accueillir l’extrémité du talon. La mise en œuvre est très délicate.
[Source] .canne-refendu.com
Les viroles actuelles sont presque toutes à base de maillechort (cuivre, zinc, nickel, plus fer et étain parfois) bruni à l’acide.
On s’est servi de viroles en cuivre ou en laiton nickelé un certain temps, et il m’arrive encore d’utiliser ces dernières pour réaliser les emmanchements de poignées de combat dans les cannes à saumon à une main ; mais les viroles à base de maillechort ont emporté la décision pour tous les constructeurs de belles cannes.
Elles sont relativement légères : environ 10,5 grammes pour un diamètre intérieur de 8 millimètres, et assez solides. Mais elles ne sont pas exemptes de défauts, dont le plus important est qu’elles altèrent l’action de la canne en introduisant un point raide.
Un autre défaut, et qui augmente le premier, est qu’elles sont trop longues, les fabricants ayant fait un compromis entre une légèreté souhaitable et une solidité qui doit être plus élevée que nécessaire afin de pouvoir convenir à tous les genres d’utilisateurs, même peu soigneux. Nous verrons plus loin comment pallier en partie l’un et l’autre de ces défauts.
De par la qualité de leur usinage, les viroles américaines me semblent, et de loin, supérieures aux françaises. Leur ajustage d’origine est parfait, et le résultat en est qu’elles ne s’usent pratiquement pas. Mais il est difficile de se les procurer, aussi est-on amené à se servir surtout des viroles françaises.
Elles sont d’ailleurs de bonne qualité en ce qui concerne l’alliage, mais il faut les préparer longuement, en particulier pour ce qui est de l’ajustage. De plus, elles s’usent vite si on ne prend pas la précaution de frotter la partie mâle avec de la paraffine avant utilisation.
En fait, ce problème des viroles est assez irritant, car la technologie actuelle permettrait de les fabriquer avec une plus grande précision, et peut-être avec des alliages plus performants.
Mais les viroles n’intéressent que ceux qui pratiquent le bambou, et sur notre vieux continent ils sont peu nombreux; ou bien ils pensent qu’il n’est pas nécessaire de se servir d’alliages nouveaux et d avoir une plus grande précision dans la fabrication de viroles montées sur un matériau — le bambou — qui leur paraît dépassé. Même s’ils vendent du refendu, ils croient que le jeu n’en vaut pas la chandelle, et n’innovent plus.
Note 2006: voir le site Le vieux moucheur pour se faire des viroles en maillechort ARCAP AP 1 D (moins de 4 grammes en 6mm).
L'allègement et la préparation des viroles
Nous avons déjà vu que les viroles sont en général trop renforcées — du moins pour un amateur soigneux de son matériel — et que leur longueur excessive casse l’action de la canne. Il est possible de les alléger en les raccourcissant. (…)
Le montage des viroles sur l'élément
En général, les cannes françaises ont des viroles dont le diamètre (intérieur virole femelle) est celui de l’élément talon, mesuré entre plats.
La partie de l’élément qui accueille la virole est donc légèrement tournée pour abattre les angles. Mais si l’on songe que dans un profil régulier, le bas du scion a la même épaisseur que le haut du talon, cela veut dire que le désépaississement du bas du scion sera augmenté de près d’un millimètre, car il doit pénétrer, non plus dans la virole femelle, mais dans la mâle, par définition plus petite pour sa partie intérieure, qui reçoit la fibre de bambou.
(…)
On peut aussi, pour faire cela, se servir de deux limes plates accolées et ligaturées par le bout alors qu’une cale les écarte au talon, et dont les pointes sont aussi ligaturées. Cela fait un outil abrasif dans lequel on peut faire tourner la partie à réduire. Il faut toutefois faire de fréquentes vérifications, car il y a des risques d’ovalisation. L’idéal est de disposer d’un tour à métaux.
Le bon diamètre est obtenu lorsque les viroles pénètrent sans trop forcer sur l’élément qui les accueille. La colle utilisée est à nouveau une résine époxyde (Araldite Standard). Et là encore le sèche-cheveux est bien utile pour fluidifier la résine.
Pour parfaire le collage, on ligature les languettes avec un fil de lin ou de métal à spires très serrées afin qu’elles adhèrent bien à la fibre. C’est important pour la beauté de la ligature qui les recouvrira.
Quand la colle est bien sèche, on réalise un premier assemblage qui permet de vérifier la rectitude de l’emmanchement, lequel nécessite fréquemment un dernier dressage de la fibre. On choisit à ce moment quels sont les "plats" du talon et du scion qui se prolongent le mieux et on les marque.
La canne étant munie d’un système d’assemblage est prête pour son habillage final.
Note 2007: Il est possible de se passer totalement de virole en modifiant le profil du scion de telle façon que son extrémité côté talon soit épaissie puis creusée avant collage (comme pour réaliser un alvéole) pour accueillir l’extrémité du talon. La mise en œuvre est très délicate.
[Source] .canne-refendu.com
ASheS- Pilier
- Messages : 343
Date d'inscription : 01/09/2008
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|